

Гідраўлічны прэс для гарачай коўкі





Yz14 Хуткасны гідраўлічны прэс для коўкі



Тып рамы і чатырохкалонная канструкцыя;
Выкарыстанне сістэмы сервакіравання, высокая эканомія энергіі;
Хуткая хуткасць 400~1000 мм/с, утваральная 50~200 мм/с;
Корпус звараны з матэрыялу Q355B, з высокай агульнай калянасцю;
Абсталяваны верхнім нітам і падвойнай апорнай прыладай бяспекі;
Дадатковая дапаможная прылада цэнтравання, дапаможная прылада для прабівання, дакладная аўтаматычная коўка, маніпулятар і іншыя канфігурацыі;
Свабодная коўка, падыходзіць для вялікіх поковак з простым выглядам, для коўкі розных вялікіх валаў, кольцаў, пірожных, зліткаў і пласцін;
Падыходзіць для коўкі розных відаў вугляродзістай сталі, легаванай сталі, інструментальнай сталі, падшыпнікавай сталі, спружыннай сталі, нержавеючай сталі і высокатэмпературнай легаванай сталі;
Выкарыстоўваецца ў аэракасмічнай, энергетычнай, прамысловай, суднабудаўнічай, транспартнай і іншых галінах;



Дакладны штамповачны гідраўлічны прэс


Тып рамы і чатырохкалонная канструкцыя, якія можна выкарыстоўваць для гарачай коўкі або халоднай экструзіі.
Сістэма сервакіравання, мікрарухомае ліццё, дакладнасць кантролю ціску і становішча 1%;
Рэгуляваная хуткасць 1~100 мм/с, плаўная змена хуткасці, высокая дакладнасць фармавання;
Корпус звараны з матэрыялу Q355B, з высокай агульнай калянасцю;
Абсталяваны верхнім і ніжнім выкіднымі цыліндрамі, выкідны цыліндр мае ўбудаваны датчык для дакладнага кіравання выкідным фармаваннем;
Шырока выкарыстоўваецца ў аўтамабільнай, машынабудаўнічай, нафтахімічнай, катлобудаўнічай, аэракасмічнай, суднабудаўнічай і іншых галінах прамысловасці.
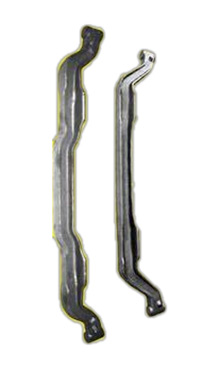
Аднаразовае ліццё шматгранных структурных дэталяў можа значна павялічыць трываласць дэталяў, знізіць вытворчыя выдаткі і спрыяць іх лягчэйшаму вырабу.

Гідраўлічны прэс для гарачай штампоўкі


Асноўнай асаблівасцю гарачай коўкі з'яўляецца кантроль адхілення тэмпературы паміж формай і адфармаванай дэталлю. Тэмпературу формы можна ўсталёўваць вышэй за тэмпературу матэрыялу, ізатэрмічнай або нізкатэмпературнай. Дэфармаваны матэрыял часта падвяргаецца дынамічнай перакрышталізацыі падчас працэсу коўкі, што надае коўцы аднастайную структуру і роўнавосевую дробнакрышталічную марфалогію;
Дакладнасць рэгулявання ціску ±0,1 МПа, дакладнасць рэгулявання становішча ±0,02 мм.
Хуткасць фармавання высокая, адфармаваныя дэталі маюць высокую дакладнасць памераў і нізкі кошт.
Дадатковы электрычны нагрэў, прамежкавая частата, высокая частата і іншыя метады нагрэву, аўтаматычная загрузка і разгрузка, вынас з працоўнага стала;
Шырока выкарыстоўваецца ў транспарце, транспартных сродках, аэракасмічнай прамысловасці, суднабудаванні, інфраструктуры, 3C-электроніцы і іншых галінах


Шматпаслядоўны гідраўлічны прэс для штампоўкі



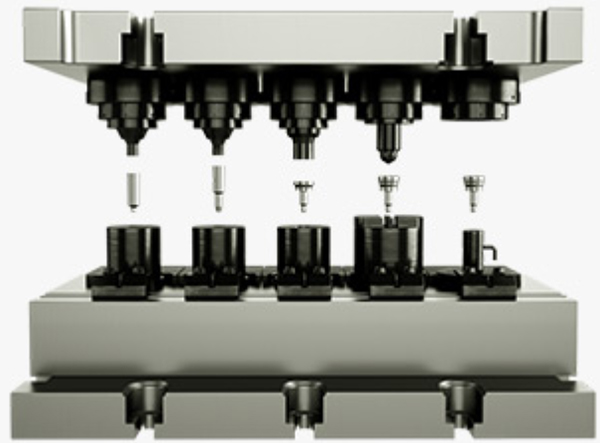


Шматпаслядоўны гідраўлічны прэс для штампавання - гэта шматстанцыйнае сінхроннае кавальскае абсталяванне, прыдатнае для фармавання спецыяльных поковок, а таксама можа выкарыстоўвацца для аднапаслядоўнага фармавання і халоднай экструзіі;
Сістэма серварупраўлення, стабільны кантроль рытму, высокая эканомія энергіі;
Напраўляльная канструкцыя фюзеляжа каркаснага тыпу, хуткая коўка 2~5 працэсаў, хуткасць коўкі 3~30 с/час, высокая дакладнасць коўкі;
Звараны корпус з матэрыялу Q355B, высокая агульная калянасць;
Індывідуальны дыяпазон 1~80MN, дадатковая прылада аўтаматычнага цэнтравання, робат аўтаматычнай загрузкі і разгрузкі, крокавы робат і іншыя канфігурацыі.
Падыходзіць для розных каваных вырабаў з простымі і сіметрычнымі формамі;
Апрацоўка невялікага вала, кольца, пірага, злітка, пласціны, гільзы, падшыпніка;
Коўка з розных вугляродзістай сталі, легаванай сталі, інструментальнай сталі, падшыпнікавай сталі, спружыннай сталі, нержавеючай сталі і высокатэмпературнай легаванай сталі;



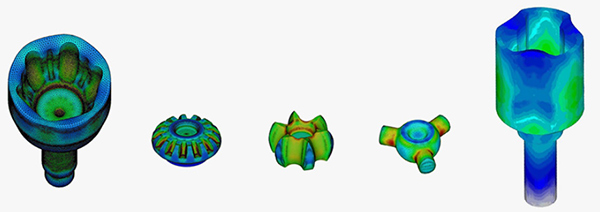
Шматнакіраваны гідраўлічны прэс для штампоўкі



Гэтая серыя гідраўлічных прэсаў мае рамную канструкцыю, абсталяваную галоўным алейным цыліндрам і пярэднім, заднім, левым і правым гарызантальнымі цыліндрамі, са стабільнай сілай і высокай дакладнасцю;
Структура простая, каэфіцыент выкарыстання матэрыялу высокі, большасць поковак фармуюцца адначасова, а сабекошт вытворчасці зніжаецца;
Хуткасць 50~400 мм/с, сінхронная экструзія з бакавым цыліндрам; корпус звараны з матэрыялу Q355B, з высокай агульнай калянасцю;
Асноўныя вырабы для фармавання маюць высокую дакладнасць і адсутнасць канічнасці штампа; выкарыстанне сістэмы сервакіравання забяспечвае высокую эканомію энергіі;
Ужываецца для розных вырабаў складанай формы і вялікіх колькасцяў;
Падыходзіць для розных карпусоў клапанаў, злучэнняў труб, тарцовых злучэнняў, вузлоў дыскавых валаў і іншых пакаванняў;
Падыходзіць для коўкі розных матэрыялаў з вугляродзістай сталі, медзі, алюмінію і легаванай сталі;
Яго можна непасрэдна наладзіць з маніпулятарам гарачай штампоўкі і печчу сярэдняй частаты для рэалізацыі цалкам аўтаматызаванага фармавання;





