

Presă hidraulică de forjare la cald





Presă hidraulică de forjare rapidă Yz14



Tip de cadru și structură cu patru coloane;
Folosind sistemul de servocomandă, economie ridicată de energie;
Rapid 400~1000mm/s, formând 50~200mm/s;
Corpul este sudat cu material Q355B, cu o rigiditate generală puternică;
Echipat cu șurub superior și dispozitiv de protecție cu dublu suport;
Dispozitiv auxiliar de centrare opțional, dispozitiv auxiliar de perforare, forjare automată de precizie, manipulator și alte configurații;
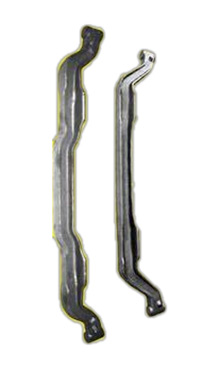
Forjare liberă, potrivită pentru forjare de mari dimensiuni cu aspect simplu, pentru forjarea diferitelor tipuri de arbori mari, inele, turte, lingouri și plăci;
Potrivit pentru forjarea diferitelor tipuri de oțel carbon, oțel aliat, oțel pentru scule, oțel pentru rulmenți, oțel pentru arcuri, oțel inoxidabil și oțel aliat pentru temperaturi înalte;
Utilizat în industria aerospațială, energetică, industrială, construcții navale, transporturi și alte domenii;



Presă hidraulică de forjare cu precizie


Tip cadru și structură cu patru coloane, care poate fi utilizată pentru forjare la cald sau extrudare la rece.
Sistem de servocontrol, turnare cu micro-mișcare, precizie de control al presiunii și poziției de 1%;
Viteză reglabilă 1~100 mm/s, schimbare continuă a vitezei, precizie ridicată de formare;
Corpul este sudat cu material Q355B, cu o rigiditate generală puternică;
Echipat cu cilindri de ejecție superiori și inferiori, cilindrul de ejecție are un senzor încorporat pentru a controla cu precizie turnarea prin ejecție;
Utilizat pe scară largă în industria automobilelor, utilajelor, petrochimiei, fabricarea cazanelor, industria aerospațială, construcțiile navale și alte industrii.
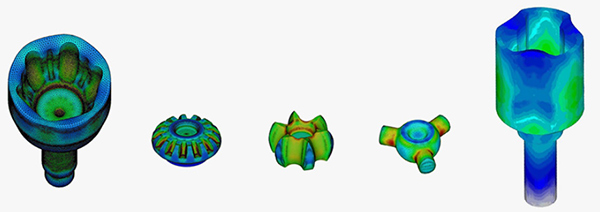
Turnarea unică a pieselor structurale poliedrice poate crește semnificativ rezistența pieselor, poate reduce costurile de producție și poate promova piese mai ușoare.

Presă hidraulică de forjare la cald


Principala caracteristică a forjării la cald este controlul abaterii de temperatură dintre matriță și piesa formată. Temperatura matriței poate fi setată la o temperatură mai mare decât temperatura materialului, izotermă și scăzută. Materialul deformat suferă adesea o recristalizare dinamică în timpul procesului de forjare, ceea ce face ca structura forjării să fie uniformă și cu o morfologie cristalină fină echiaxială;
Precizia controlului presiunii ±0,1 MPa, precizia controlului poziției ±0,02 mm.
Viteza de formare este rapidă, piesele formate au o precizie dimensională ridicată și un cost redus.
Încălzire electrică opțională, frecvență intermediară, frecvență înaltă și alte metode de încălzire, încărcare și descărcare automată, scoatere de pe bancul de lucru;
Utilizat pe scară largă în transporturi, vehicule, industria aerospațială, construcții navale, infrastructură, electronică 3C și alte domenii


Presă hidraulică pentru forjare cu matrițe multi-secvențe



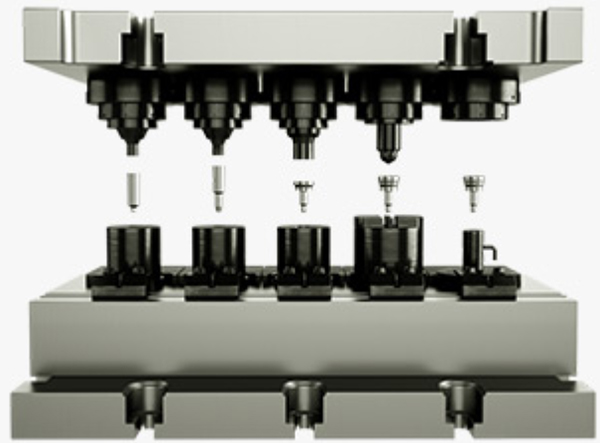


Presa hidraulică de forjare cu matrițe multi-secvențe este un echipament de forjare sincron cu mai multe stații, potrivit pentru formarea pieselor forjate speciale și poate fi utilizată și pentru procese de formare cu o singură secvență și extrudare la rece;
Sistem de servocontrol, control stabil al ritmului, economie ridicată de energie;
Structură de ghidare a fuselajului tip cadru, forjare rapidă 2~5 procese, viteză de forjare 3~30s/timp, precizie ridicată a forjării;
Corp sudat din material Q355B, rigiditate generală puternică;
Interval personalizat 1~80MN, dispozitiv opțional de centrare automată, robot de încărcare și descărcare automată, robot pas cu pas și alte configurații.
Aplicabil diverselor produse de forjare cu forme simple și simetrice;
Prelucrarea arborelui mic, inelului, prăjiturii, lingourilor, plăcilor, manșoanelor, rulmenților;
Forjarea diferitelor tipuri de oțel carbon, oțel aliat, oțel pentru scule, oțel pentru rulmenți, oțel pentru arcuri, oțel inoxidabil și oțel aliat pentru temperaturi înalte;



Presă hidraulică de forjare multidirecțională



Această serie de prese hidraulice este proiectată cu o structură de cadru, echipată cu un cilindru principal de ulei și cilindri orizontali față, spate, stânga și dreapta, cu forță stabilă și precizie ridicată;
Structura este simplă, rata de utilizare a materialelor este ridicată, majoritatea pieselor forjate sunt formate simultan, iar costul de producție este redus;
Viteză 50~400 mm/s, extrudare sincronă cu cilindru lateral; Corpul este sudat cu material Q355B, cu rigiditate generală puternică;
Principalele produse de formare au o precizie ridicată și nu au conicitate la forjare; Folosind un sistem de servocontrol, economisește energie;
Aplicat la diverse produse cu forme complexe și cantități mari;
Potrivit pentru diverse corpuri de supape, îmbinări de țevi, îmbinări de capăt, ansambluri de arbori disc și alte piese forjate;
Potrivit pentru forjarea diferitelor materiale din oțel carbon, cupru, aluminiu și oțel aliat;
Poate fi configurat direct cu manipulator de perforare la cald și cuptor cu frecvență intermediară pentru a realiza o turnare complet automatizată;





