

Кайнар рәвештә сою гидравлик пресс





Yz14 тиз ирекле гидравлик пресс



Рамка төре һәм дүрт колонналы структура;
Серво-контроль системасын куллану, югары энергия саклау;
400~1000мм/с тиз, 50~200мм/с формалаштыру;
Корпус Q355B материалы белән эретеп ябыштырылган, гомуми катылыгы көчле;
Өске болт һәм икеләтә терәкле куркынычсызлык саклау җайланмасы белән җиһазландырылган;
Өстәмә ярдәмче үзәкләштерү җайланмасы, ярдәмче тишү җайланмасы, төгәл автоматик штамплау, манипулятор һәм башка конфигурацияләр;
Ирекле сугу, гади тышкы кыяфәттәге зур сугулар өчен, төрле зур валлар, боҗралар, тортлар, коелмалар һәм пластиналар сугу өчен яраклы;
Төрле углеродлы корыч, эретмәле корыч, кораллы корыч, подшипниклы корыч, пружиналы корыч, дат басмас корыч һәм югары температуралы эретмәле корычтан ясалган стройкалар өчен яраклы;
Аэрокосмик, энергетика, сәнәгать, суднолар кораблары, транспорт һәм башка өлкәләрдә кулланыла;



Төгәл штамплау өчен гидравлик пресс


Рамка төре һәм дүрт колонналы структура, аларны кайнар сугу яки салкын экструзия өчен кулланырга мөмкин.
Серво контроль системасы, микро-хәрәкәт формалаштыру, басым һәм позиция контроле төгәллеге 1%;
Көйләнерлек тизлек 1~100мм/с, адымсыз тизлек үзгәреше, югары формалаштыру төгәллеге;
Корпус Q355B материалы белән эретеп ябыштырылган, гомуми катылыгы көчле;
Өске һәм аскы чыгару цилиндрлары белән җиһазландырылган, чыгару цилиндрында чыгару калыпларын төгәл контрольдә тоту өчен урнаштырылган сенсор бар;
Автомобиль, машина төзелеше, нефть химиясе, казан җитештерү, аэрокосмик, суднолар төзү һәм башка тармакларда киң кулланыла.
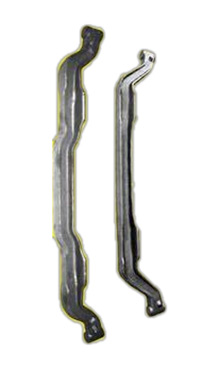
Күпкырлы конструкция детальләрен бер тапкыр формалаштыру детальләрнең ныклыгын сизелерлек арттыра, җитештерү чыгымнарын киметә һәм детальләрнең җиңелрәк булуын тәэмин итә ала.

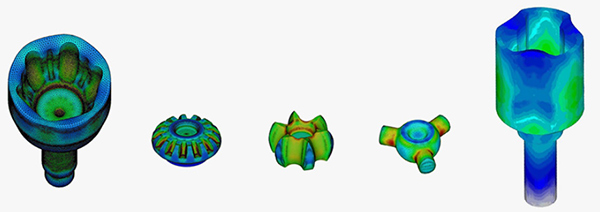
Кайнар калыптан ясалган гидравлик пресс


Кайнар калып белән сугуның төп үзенчәлеге - калып белән формалаштырылган деталь арасындагы температура тайпылышын контрольдә тоту. Калып температурасын материал температурасыннан югарырак, изотермик һәм түбән температура итеп көйләргә мөмкин. Деформацияләнгән материал сугу процессында еш кына динамик рекристаллизациягә дучар була, бу сугуны ясый. Структура бердәм һәм тигез күчәрле нечкә кристалл морфологиясенә ия;
Басым белән идарә итү төгәллеге ± 0.1 МПа, позиция белән идарә итү төгәллеге ± 0.02 мм.
Формалаштыру тизлеге югары, формалаштырылган детальләр югары үлчәмле төгәллеккә һәм түбән бәягә ия.
Өстәмә электр җылыту, арадаш ешлыклы, югары ешлыклы һәм башка җылыту ысуллары, автоматик йөкләү һәм бушату, эш өстәленнән күчерү;
Транспорт, транспорт чаралары, аэрокосмик, суднолар төзү, инфраструктура, 3C электроникасы һәм башка өлкәләрдә киң кулланыла


Күп эзлекле штамплы гидравлик пресс



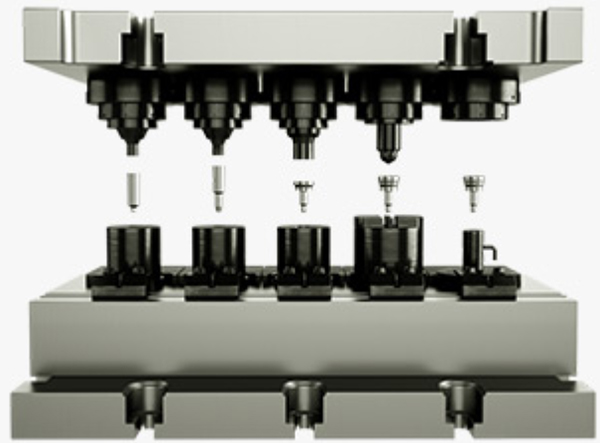


Күп эзлекле штамплау гидравлик прессы - күп станцияле синхрон штамплау җиһазы, махсус штамплау формалаштыру өчен яраклы, шулай ук бер эзлекле формалаштыру һәм салкын экструзия процесслары өчен дә кулланылырга мөмкин;
Серво контроль системасы, тотрыклы тибеш контроле, югары энергия саклау;
Рама тибындагы фюзеляж юнәлеш бирүче структура, тиз 2 ~ 5 процесс, 3 ~ 30 с/вакыт штамплау тизлеге, югары штамплау төгәллеге;
Q355B материалыннан эретеп ябыштырылган корпус, гомуми катылыгы көчле;
1 ~ 80MN шәхси диапазон, өстәмә автоматик үзәкләштерү җайланмасы, автоматик йөкләү һәм бушату роботы, баскыч роботы һәм башка конфигурацияләр.
Гади һәм симметрик формадагы төрле тимерчелек әйберләренә кулланыла;
Кечкенә вал, боҗра, торт, коелма, пластина, җиң, подшипник эшкәртү;
Төрле углеродлы корычтан, легирланган корычтан, кораллы корычтан, подшипниклы корычтан, пружиналы корычтан, дат басмас корычтан һәм югары температуралы легирланган корычтан кою;



Күп юнәлешле штамплау гидравлик прессы



Бу гидравлик пресслар сериясе рам конструкциясе белән эшләнгән, төп май цилиндры һәм алгы, арткы, сул һәм уң горизонталь цилиндрлар белән җиһазландырылган, тотрыклы көч һәм югары төгәллек белән эшләнгән;
Структурасы гади, материал куллану дәрәҗәсе югары, күпчелек тимерчелек берьюлы формалаша, һәм җитештерү бәясе кими;
Тизлеге 50~400мм/с, ян цилиндр белән синхрон экструзия; Корпус Q355B материалы белән эретеп ябыштырыла, гомуми катылыгы көчле;
Төп формалаштыру продуктлары югары төгәллеккә ия һәм ныгыту өчен конус формалары юк; серво-контроль системасы кулланыла, энергияне югары экономияли;
Катлаулы формадагы һәм күп күләмдәге төрле продуктларга кулланыла;
Төрле клапан корпуслары, торба тоташулары, оч тоташулары, диск валлары җыелмалары һәм башка тимерләүләр өчен яраклы;
Төрле углеродлы корыч, бакыр, алюминий һәм эретмәле корыч материалларын кою өчен яраклы;
Тулысынча автоматлаштырылган калыплауны гамәлгә ашыру өчен, аны турыдан-туры кайнар перфорация манипуляторы һәм арадаш ешлыклы мич белән конфигурацияләргә мөмкин;





