

PE બુલેટપ્રૂફ હેલ્મેટને કોમ્પ્રેસ કરવા માટે 315T હાઇડ્રોલિક પ્રેસ


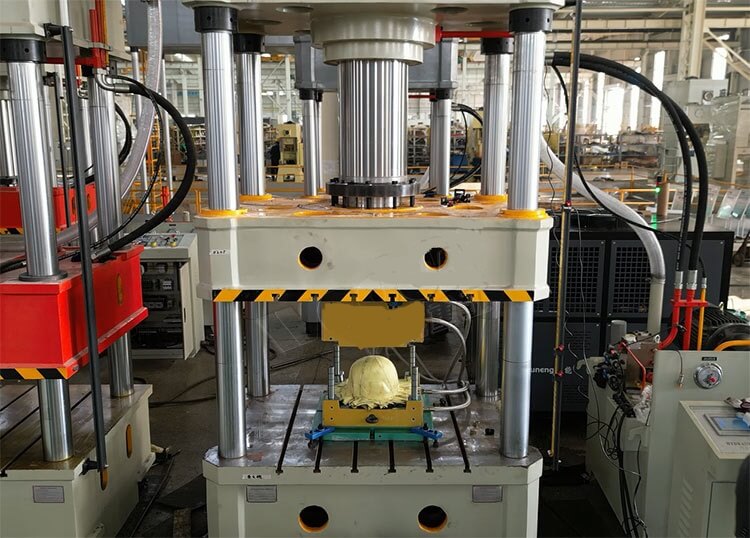
સંયુક્ત બુલેટપ્રૂફ હેલ્મેટ સામાન્ય રીતે ફાઇબરગ્લાસ ફેબ્રિક, કેવલર ફાઇબર ફેબ્રિક અને થર્મોપ્લાસ્ટિક રેઝિનથી બનેલા હોય છે. તેમાં વોટરપ્રૂફ લેયર, ફાયરપ્રૂફ લેયર, એરામિડ ફાઇબરલેસ ફેબ્રિક લેયર અને રેઝિન લેયરનો સમાવેશ થાય છે. 315-ટનહાઇડ્રોલિક પ્રેસબુલેટપ્રૂફ હેલ્મેટને કોમ્પ્રેસ કરવા માટે ખાસ કરીને ઉત્પાદન માટે રચાયેલ છેPE/Kevlar/Aramid ફાઇબર બુલેટપ્રૂફ હેલ્મેટs. તે હેલ્મેટ સામગ્રીમાં પૂરતા રક્ષણાત્મક ગુણધર્મો છે તેની ખાતરી કરવા માટે ઉચ્ચ-દબાણ પ્રક્રિયા તકનીકનો ઉપયોગ કરે છે. આ હેલ્મેટ પ્રેસ સજ્જ સૈનિકોની સલામતી સુનિશ્ચિત કરવા માટે ઉચ્ચ-ગુણવત્તાવાળા બુલેટપ્રૂફ હેલ્મેટનું ઉત્પાદન કરી શકે છે.
બુલેટપ્રૂફ હેલ્મેટને કોમ્પ્રેસ કરવા માટેનું આ હાઇડ્રોલિક પ્રેસ ડિઝાઇન અને ઉત્પાદિતઝેંગક્સી હાઇડ્રોલિકતેનો ઉપયોગ બહિર્મુખ હલ બુલેટપ્રૂફ હેલ્મેટ બનાવવા માટે થાય છે. તે સ્થાનિક ફોર્મિંગને કારણે થતી તિરાડોને અસરકારક રીતે ટાળી શકે છે, નકારાત્મક કોણ ફોર્મિંગ પ્રાપ્ત કરી શકે છે, ફોર્મિંગ ગુણવત્તામાં સુધારો કરી શકે છે અને ફોર્મિંગ પછી હેલ્મેટની એકસમાન જાડાઈ સુનિશ્ચિત કરી શકે છે. 315-ટન પ્રેસ પ્રોસેસિંગ ટેકનોલોજી સાથે જોડાયેલી સામગ્રીની વાજબી પસંદગી અને ગોઠવણી દ્વારા, ઉત્પાદિત બુલેટપ્રૂફ હેલ્મેટ સારી એન્ટિ-હિટ કામગીરી અને સલામતી ધરાવે છે, અને તે પહેરનારના માથાને બાહ્ય પ્રભાવથી અસરકારક રીતે સુરક્ષિત કરી શકે છે.
હેલ્મેટની સામગ્રી અને વિશિષ્ટતાઓ અનુસાર, 315-ટન, 450-ટન, 500-ટન, 630-ટન, 800-ટન અને અન્ય ચાર-સ્તંભ હાઇડ્રોલિક પ્રેસનો ઉપયોગ કરી શકાય છે.
PE બુલેટપ્રૂફ હેલ્મેટને કોમ્પ્રેસ કરવા માટે હાઇડ્રોલિક પ્રેસની માળખાકીય વિશેષતાઓ:
1. હોસ્ટ સ્ટ્રક્ચર કમ્પ્યુટર દ્વારા ઑપ્ટિમાઇઝ અને ડિઝાઇન કરવામાં આવ્યું છે. ચાર-સ્તંભ માળખામાં સારી કઠોરતા અને ઉચ્ચ ચોકસાઇ છે.
2. ઉર્જા ટ્રાન્સફર કરવા માટે પ્રવાહીનો માધ્યમ તરીકે ઉપયોગ કરો. આયાતી લો-નોઈઝ પ્લન્જર ઓઈલ પંપનો ઉપયોગ થાય છે.
3. કારતૂસ વાલ્વ સંકલિત સિસ્ટમ, વિશ્વસનીય ક્રિયા, ઉચ્ચ સ્વચ્છતા, ઓછી લિકેજ.
4. પસંદ કરવા માટેના ઓપરેશન પેનલ દ્વારા, નિશ્ચિત સ્ટ્રોક અને નિશ્ચિત દબાણની બે મોલ્ડિંગ પ્રક્રિયાઓ સાકાર કરી શકાય છે.
5. પ્રક્રિયાની જરૂરિયાતો અનુસાર કાર્યકારી દબાણ અને સ્ટ્રોક નિર્દિષ્ટ શ્રેણીમાં ગોઠવી શકાય છે.
6. વ્યાવસાયિક સિલિન્ડર સીલિંગ ઘટકો, મજબૂત વિશ્વસનીયતા અને લાંબુ આયુષ્ય.
7. ગાઇડ રેલનું ઓટોમેટિક લ્યુબ્રિકેશન ડિવાઇસ ગાઇડ કોલમને સંપૂર્ણપણે સુરક્ષિત કરે છે અને ચોકસાઈ જાળવી રાખે છે.
8. વિદ્યુત પ્રણાલી PLC દ્વારા નિયંત્રિત થાય છે, જે એક-કી કામગીરીને સાકાર કરી શકે છે. પ્રક્રિયા સરળ અને ચલાવવા માટે સરળ છે.

PE બુલેટપ્રૂફ હેલ્મેટ મોલ્ડિંગ સ્ટેપ્સ:
(૧) કટીંગ: અલ્ટ્રા-હાઈ મોલેક્યુલર વેઈટ પોલિઈથિલિન ફાઈબર અથવા ફિલ્મના વેફ્ટ-ફ્રી ફેબ્રિકને ગોળાકાર શીટમાં કાપો અને તેને લેમિનેટ કરો.
(2) હેલ્મેટ બ્લેન્ક તૈયારી: સ્ટેપ (1) માં મેળવેલ વેફ્ટલેસ કાપડના ગોળાકાર શીટ્સને લેમિનેટેડ કરવામાં આવે છે અને હેલ્મેટ બ્લેન્ક મેળવવા માટે મોલ્ડમાં ઠંડા દબાવવામાં આવે છે.
(૩) પ્રીફોર્મ તૈયારી: હેલ્મેટ બ્લેન્કને પ્રીફોર્મ મોલ્ડમાં મૂકો, ધીમે ધીમે હેલ્મેટ બ્લેન્કને આકાર આપો, અને બ્લેન્કની બહારની ધાર પર વધારાની સામગ્રી ધીમે ધીમે કાપી નાખો.
(૪) મોલ્ડેડ ભાગોની તૈયારી: સ્ટેપ (૩) માં મેળવેલ પ્રીફોર્મને પ્રીફોર્મ્ડ હેલ્મેટને આકાર આપવા માટે મોલ્ડમાં મૂકો, ઠંડુ થયા પછી તેને બહાર કાઢો અને અર્ધ-તૈયાર હેલ્મેટ મેળવો.
(૫) અર્ધ-તૈયાર હેલ્મેટને ટ્રિમિંગ, પેઇન્ટિંગ, લટકાવવા અને અન્ય પ્રક્રિયાઓ દ્વારા પ્રક્રિયા કરીને તૈયાર હેલ્મેટ મેળવવામાં આવે છે.
આ PE બુલેટપ્રૂફ હેલ્મેટ પ્રેસ મશીન અમે બનાવેલ છે જે 315-ટન પ્રેશર ડિઝાઇન અપનાવે છે અને તેમાં મજબૂત પ્રોસેસિંગ ક્ષમતાઓ છે. તે હેલ્મેટ સામગ્રીને એવા આકારમાં સંકુચિત કરે છે જે માનક આવશ્યકતાઓને પૂર્ણ કરે છે. પ્રેસ માળખું મજબૂત અને સ્થિર છે જેથી ખાતરી કરી શકાય કે ઉત્પાદન દરમિયાન તે વિકૃત અથવા નુકસાન ન થાય. પ્રેસ એક અદ્યતન નિયંત્રણ પ્રણાલીથી પણ સજ્જ છે જે ચોક્કસ દબાણ અને તાપમાન નિયંત્રણ પ્રાપ્ત કરી શકે છે જેથી ખાતરી કરી શકાય કે હેલ્મેટ સામગ્રીની પ્રક્રિયા જરૂરિયાતોને પૂર્ણ કરે છે અને ઉત્પાદન કાર્યક્ષમતામાં સુધારો કરે છે.









