

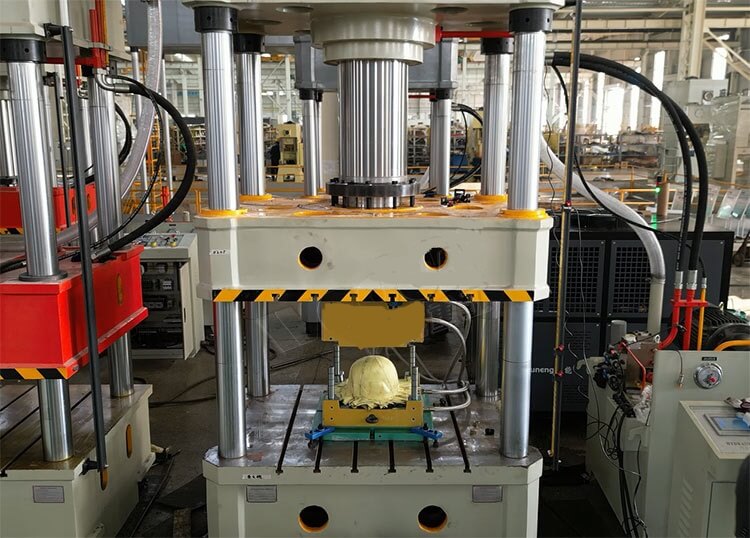
Гидравлический пресс 315T для сжатия полиэтиленовых бронекасок.


Композитные пуленепробиваемые шлемы обычно изготавливаются из стекловолокна, кевларовой ткани и термопластичной смолы. Они включают водонепроницаемый слой, огнеупорный слой, слой из арамидной ткани и слой смолы. 315 тоннгидравлический прессДля сжатия пуленепробиваемых шлемов разработан специальный механизм, предназначенный для производства...Пуленепробиваемый шлем из полиэтилена, кевлара и арамидного волокна.В процессе производства используется технология обработки под высоким давлением, обеспечивающая достаточные защитные свойства материала шлема. Этот пресс для изготовления шлемов позволяет производить высококачественные пуленепробиваемые шлемы, гарантирующие безопасность экипированных военнослужащих.
Этот гидравлический пресс для сжатия пуленепробиваемого шлема разработан и произведен компанией...Чжэнси ГидравлическийИспользуется для формования пуленепробиваемых шлемов с выпуклым корпусом. Это позволяет эффективно предотвратить образование трещин, вызванных локальной формовкой, добиться формовки под отрицательным углом, улучшить качество формовки и обеспечить равномерную толщину шлема после формовки. Благодаря разумному выбору и конфигурации материалов в сочетании с технологией обработки на 315-тонном прессе, изготовленный пуленепробиваемый шлем обладает хорошими противоударными свойствами и безопасностью, а также эффективно защищает голову пользователя от внешних воздействий.
В зависимости от материала и технических характеристик шлема могут использоваться четырехколонные гидравлические прессы грузоподъемностью 315, 450, 500, 630, 800 тонн и другие.
Конструктивные особенности гидравлического пресса для сжатия полиэтиленового бронежилета:
1. Конструкция несущей конструкции оптимизирована и спроектирована с помощью компьютера. Четырехколонная конструкция обладает хорошей жесткостью и высокой точностью.
2. В качестве среды для передачи энергии используется жидкость. Применяется импортный малошумный плунжерный масляный насос.
3. Интегрированная система картриджного клапана, надежная работа, высокая чистота, низкая утечка.
4. С помощью панели управления можно выбрать один из двух процессов формования: с фиксированным ходом и с фиксированным давлением.
5. Рабочее давление и ход поршня регулируются в заданном диапазоне в соответствии с потребностями процесса.
6. Профессиональные компоненты для уплотнения цилиндров, высокая надежность и длительный срок службы.
7. Автоматическое устройство смазки направляющей рейки обеспечивает полную защиту направляющей колонны и поддерживает точность.
8. Электрическая система управляется ПЛК, что позволяет осуществлять управление одной кнопкой. Процесс прост и удобен в эксплуатации.

Этапы формовки пуленепробиваемого шлема из полиэтилена:
(1) Раскрой: Разрежьте ткань без утка из сверхвысокомолекулярного полиэтилена (волокна или пленки) на круглые листы и заламинируйте их.
(2) Подготовка заготовки шлема: Круглые листы ткани без утка, полученные на этапе (1), ламинируются и подвергаются холодному прессованию в форме для получения заготовки шлема.
(3) Подготовка заготовки: Поместите заготовку шлема в форму для заготовки, постепенно придайте заготовке шлема нужную форму и постепенно обрежьте излишки материала по внешнему краю заготовки.
(4) Подготовка формованных деталей: Поместите заготовку, полученную на шаге (3), в форму для придания формы предварительно сформированному шлему, извлеките ее после охлаждения и получите полуфабрикат шлема.
(5) Полуфабрикат шлема обрабатывается путем обрезки, покраски, подвешивания и других процессов для получения готового шлема.
Производимая нами машина для прессования пуленепробиваемых шлемов из полиэтилена имеет конструкцию, рассчитанную на давление в 315 тонн, и обладает высокой производительностью. Она сжимает материал шлема, придавая ему форму, соответствующую стандартным требованиям. Прочная и стабильная конструкция пресса гарантирует, что он не деформируется и не повредится во время производства. Пресс также оснащен усовершенствованной системой управления, которая обеспечивает точный контроль давления и температуры, гарантируя соответствие обработки материала шлема требованиям и повышая эффективность производства.

Категории товаров
-

Гидравлический пресс H-образной рамы грузоподъемностью 2500 тонн для композитных материалов SM...
-

Гидравлический пресс SMC 1000 тонн для панелей резервуара для воды из стеклопластика.
-

Гидравлический обрезной пресс грузоподъемностью 500 тонн для отделки салона автомобиля.
-

Гидравлический пресс для крышек люков BMC




