

1. Танаж абсталявання
Пры выбары працэсу фармавання кампазітных вырабаў з SMC/GRP неабходна ўлічваць магутнасць гідраўлічнага прэса (прэс для ліцця) можна выбраць у залежнасці ад адзінкавага ціску, які выраб найменш вытрымлівае. Для эксцэнтрычных вырабаў або вырабаў з вялікімі памерамі глыбіні, дзе ліцейны матэрыял павінен цячы ў баку, танаж прэса можна разлічыць у залежнасці ад адзінкавага ціску праектаванай плошчы вырабу да 21-28 МПа.


2. Націсніце, каб адкрыць вышыню
Вышыня адкрытага прэса адносіцца да сярэдняй адлегласці ад найвышэйшай кропкі рухомай папярочнай бэлькі прэса да працоўнай паверхні. Длямашына для фармавання кампазітных матэрыялаў пад ціскамВыбар адтуліны звычайна ў 2-3 разы большы за вышыню формы.
3. Націск
Ход прэса — гэта максімальная адлегласць, на якую можа перамяшчацца рухомая бэлька прэса. Для кампазітнага матэрыялумашына для ліцця пад ціскамВыбар ходу, напрыклад, вышыня формы 500 мм, адтуліна прэса, якую мы выбіраем у 2,5 разы больш за вышыню формы 1250 мм, тады ход нашага абсталявання не павінен быць меншым за 800 мм.
4. Памер працоўнага стала прэса
Для прэсаў малой магутнасці або вырабаў малога памеру, стол прэса можна выбраць у залежнасці ад памеру формы. Пры гэтым левы і правы бакі прэса павінны быць на 300 мм большыя за памер формы з аднаго боку, а пярэдні і задні кірункі павінны быць большыя за 200 мм. Калі вырабляецца прэс вялікага памеру або выраб буйнога памеру, і патрабуецца некалькі чалавек для дапамогі ў выманні вырабу, неабходна ўлічваць дадатковыя габарыты чалавека, які ўваходзіць і выходзіць са стала прэса.
5. Дакладнасць працоўнага стала прэса
Калі максімальная нагрузка прэса раўнамерна распаўсюджваецца на 2/3 плошчы стала, а рухомая бэлька і стол прэса абапіраюцца на чатырохвугольную апору, паралельнасць складае 0,025 мм/м.


6. Рост ціску
Калі ціск павялічваецца ад нуля да максімальнага танажу, неабходны час звычайна кантралюецца ў межах 6 секунд.
7. Звычайная хуткасць прэсавання
У звычайных умовах прэс мае тры хуткасці: высокая хуткасць звычайна складае 80-150 мм/с, павольная хуткасць звычайна складае 5-20 мм/с, а зваротны ход — 60-100 мм/с.
8. Хуткасць гідраўлічнага прэса Zhengxi
Хуткасць працы прэса непасрэдна ўплывае на аб'ём вытворчасці. Улічваючы павелічэнне аб'ёму вытворчасці і памяншэнне рэшткавай колькасці прадукцыі, сёння кампанія Zhengxi распрацоўвае і карэктуе хуткасць працыпрэс для ліцця кампазітных вырабаў.
Хуткасць працы нашага прэса падзелена на пяць хуткасцей:хутка 200-400 мм/с, павольна 6-15 мм/с, хуткасць прэсавання (папярэдняга сціскання) 0,5-5 мм/с, хуткасць адкрыцця формы 1-5 мм/с, хуткасць вяртання 200-300 мм/с. У цяперашні час пяць развітых хуткасцей працы прэсаў кампаніі не толькі павялічваюць прадукцыйнасць прадукцыі кліентаў, але і зручная рэгуляванне хуткасці можа ліквідаваць дэфекты прадукцыі.
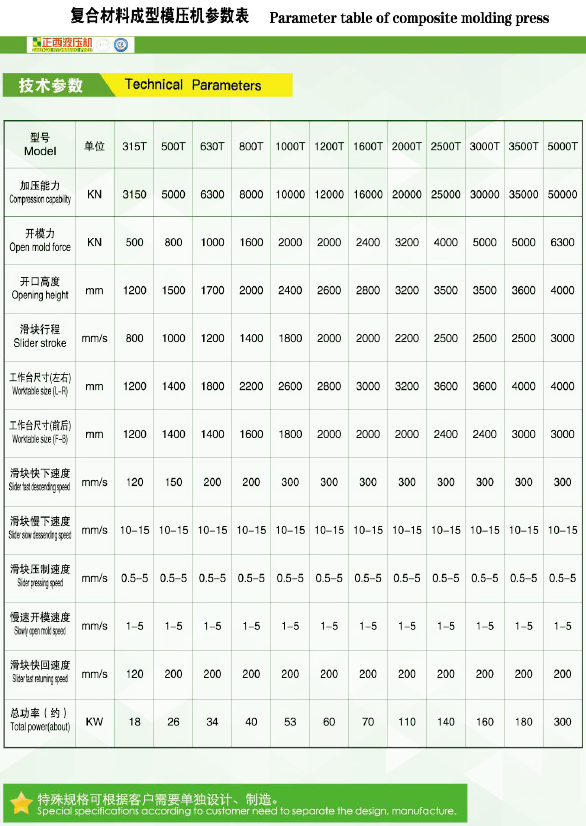
Далей мы далучым табліцу параметраў фармовачнай машыны нашай кампаніі для вашай даведкі.
Час публікацыі: 06 мая 2021 г.




