

1. Tonelada ng kagamitan
Kapag pumipili ng proseso ng paghubog ng mga produktong composite ng SMC/GRP, ang tonelada ng hydraulic press (makinang panghulma) ay maaaring mapili ayon sa unit pressure na pinakakaunting dinadala ng produkto. Para sa mga eccentric na produkto o mga produktong may malalaking dimensyon ng lalim kung saan kailangang dumaloy nang pahilig ang materyal ng paghubog, ang tonelada ng press ay maaaring kalkulahin ayon sa unit pressure ng inaasahang area ng produkto hanggang 21-28MPa.


2. Pindutin ang taas ng bukas
Ang taas ng press open ay tumutukoy sa gitnang distansya mula sa pinakamataas na punto ng movable cross beam ng press hanggang sa work surface. Para samakinang pang-compression ng composite materialAng seleksyon ng pagbubukas ay karaniwang 2-3 beses na mas malaki kaysa sa taas ng hulmahan.
3. Pindutin ang stroke
Ang press stroke ay tumutukoy sa pinakamataas na distansya na maaaring igalaw ng movable beam ng press. Para sa composite materialmakinang panghulma ng kompresyonPagpili ng stroke tulad ng taas ng molde na 500mm, ang pagbubukas ng pindutin ay pipiliin namin ng 2.5 beses ang taas ng molde na 1250mm, kung gayon ang stroke ng aming kagamitan ay hindi dapat mas mababa sa 800mm.
4. Laki ng mesa ng trabaho na pinindot
Para sa mga press na may maliliit na tonelada o maliliit na produkto, maaaring piliin ang press table ayon sa laki ng molde. Kasabay nito, ang kaliwa at kanang bahagi ng press ay mas malaki kaysa sa laki ng molde ng 300mm sa isang gilid, at ang mga direksyon sa harap at likod ay mas malaki kaysa sa 200mm. Kung ang isang press o malaking produkto na may malaking tonelada ay ginawa at nangangailangan ng maraming tao upang tumulong sa pag-alis ng produkto, dapat isaalang-alang ang mga karagdagang sukat ng taong pumapasok at lumalabas sa press table.
5. Katumpakan ng mesa ng pag-imprenta
Kapag ang pinakamataas na tonelada ng press ay pantay na inilapat sa 2/3 ng lawak ng mesa, kapag ang movable beam at ang press table ay sinusuportahan sa apat na sulok na suporta, ang parallelism ay 0.025mm/m.


6. Paglago ng presyon
Kapag ang presyon ay tumataas mula sa zero hanggang sa pinakamataas na tonelada, ang oras na kinakailangan ay karaniwang kinokontrol sa loob ng 6s.
7. Karaniwang bilis ng pagpindot
Sa ilalim ng normal na mga pangyayari, ang press ay nahahati sa tatlong bilis: ang mabilis na bilis ay karaniwang 80-150mm/s, ang mabagal na bilis ay karaniwang 5-20mm/s, at ang return stroke ay 60-100mm/s.
8. Bilis ng haydroliko na pagpindot sa Zhengxi
Ang bilis ng pagpapatakbo ng imprenta ay direktang nakakaapekto sa output ng produkto. Dahil sa pagsasaalang-alang sa pagtaas ng output ng produkto at pagbawas ng natitirang dami ng produkto, sa kasalukuyan, ang kumpanya ng Zhengxi ay bumubuo at nag-aayos ng bilis ng pagpapatakbo ng...pinagsamang makinang panghulma.
Ang bilis ng pagpapatakbo ng aming imprenta ay nahahati sa limang bilis:mabilis 200-400mm/s, mabagal 6-15mm/s, bilis ng pagpindot (bago ang kompresyon) 0.5-5mm/s, bilis ng pagbubukas ng amag 1-5mm/s, Ang bilis ng pagbalik ay 200-300mm/s. Sa kasalukuyan, ang limang mature na bilis ng pagpapatakbo ng mga makinang pang-imprenta ng kumpanya ay hindi lamang nagpapataas ng output ng mga produkto ng mga customer, kundi pati na rin ang madaling gamiting pagsasaayos ng bilis ay maaari ring mag-alis ng mga depekto sa produkto.
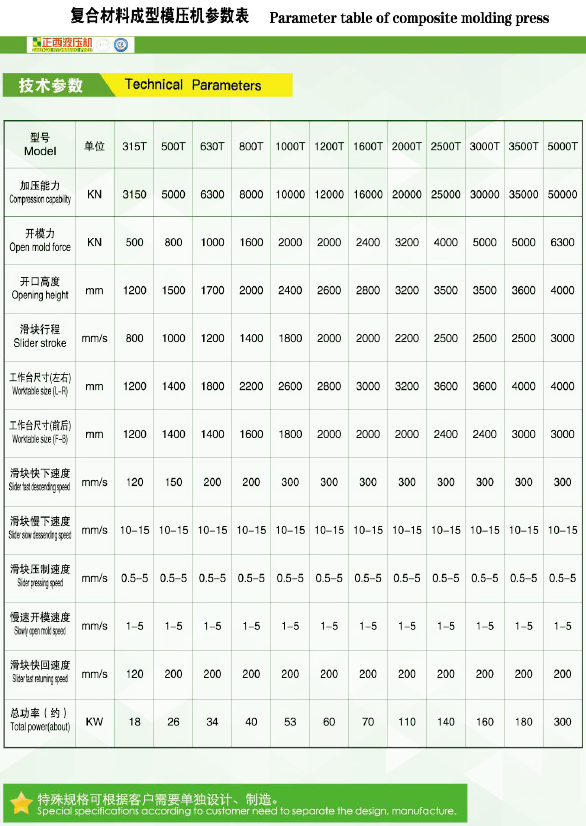
Susunod, ikakabit namin ang talahanayan ng mga parameter ng makinang pang-hulma ng aming kumpanya para sa inyong sanggunian.
Oras ng pag-post: Mayo-06-2021




