

1. 장비 톤수
SMC/GRP 복합재 제품의 성형 공정을 선택할 때 유압 프레스의 톤수(성형 프레스프레스 톤수는 제품이 견딜 수 있는 최소 압력에 따라 선택할 수 있습니다. 편심형 제품이나 성형 재료가 측면으로 흘러야 하는 깊이가 큰 제품의 경우, 제품의 투영 면적에 대한 단위 압력을 기준으로 최대 21~28MPa까지 프레스 톤수를 계산할 수 있습니다.


2. 높이 조절 버튼을 눌러주세요.
프레스 개방 높이는 프레스의 이동식 가로보의 가장 높은 지점에서 작업 표면까지의 중간 거리를 의미합니다.복합재료 압축 성형기개구부 선택 크기는 일반적으로 금형 높이의 2~3배입니다.
3. 스트로크를 누르세요
프레스 스트로크는 프레스의 가동 빔이 이동할 수 있는 최대 거리를 의미합니다. 복합 재료의 경우압축 성형기금형 높이 500mm, 프레스 개구부 크기 1250mm(금형 높이의 2.5배)와 같은 스트로크 선택 시, 장비의 스트로크는 800mm 이상이어야 합니다.
4. 프레스 작업대 크기
소형 프레스 또는 소형 제품의 경우, 금형 크기에 따라 프레스 테이블을 선택할 수 있습니다. 이때 프레스의 좌우 측면은 금형 크기보다 한쪽으로 300mm, 앞뒤로는 200mm 이상 크게 설계해야 합니다. 대형 프레스 또는 대형 제품을 생산하고 제품 제거에 여러 사람이 필요한 경우에는 프레스 테이블에 오르내리는 사람의 추가적인 공간을 고려해야 합니다.
5. 프레스 작업대의 정확도
프레스의 최대 톤수가 테이블 면적의 2/3에 균일하게 적용될 때, 이동 빔과 프레스 테이블이 4개의 모서리 지지대에 의해 지지될 경우 평행도는 0.025mm/m입니다.


6. 압력 증가
압력이 0에서 최대 톤수까지 증가할 때 소요 시간은 일반적으로 6초 이내로 제어됩니다.
7. 일반 인쇄 속도
일반적인 상황에서 프레스는 세 가지 속도로 나뉩니다. 고속은 일반적으로 80~150mm/s, 저속은 일반적으로 5~20mm/s, 복귀 스트로크는 60~100mm/s입니다.
8. 정시 유압 프레스 속도
프레스의 작동 속도는 제품 생산량에 직접적인 영향을 미칩니다. 제품 생산량 증대와 제품 잔여량 감소를 고려하여, 정시(Zhengxi)사는 현재 프레스의 작동 속도를 개발 및 조정하고 있습니다.복합재 성형 프레스.
저희 인쇄기의 작동 속도는 5단계로 나뉩니다.고속 200-400mm/s, 저속 6-15mm/s, 가압(예비압축) 속도 0.5-5mm/s, 금형 개방 속도 1-5mm/s, 복귀 속도는 200-300mm/s입니다. 현재 당사 프레스의 5단계 안정적인 작동 속도는 고객 제품의 생산량을 증가시킬 뿐만 아니라, 사용자 친화적인 속도 조절 기능을 통해 제품 불량률 감소에도 기여합니다.
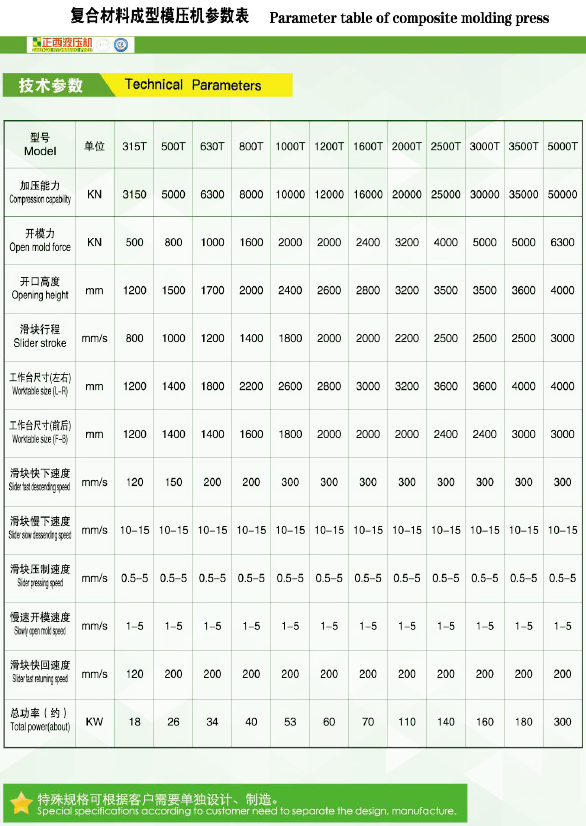
다음으로, 참고하실 수 있도록 당사 성형기계의 파라미터표를 첨부하겠습니다.
게시 시간: 2021년 5월 6일




