

1. Tonelada sa kagamitan
Sa pagpili sa proseso sa paghulma sa mga produkto sa SMC/GRP composite, ang tonelada sa hydraulic press (makina sa paghulma) mahimong mapili sumala sa unit pressure nga labing gamay ang madala sa produkto. Para sa mga eccentric nga produkto o mga produkto nga adunay dagkong giladmon diin ang materyal sa paghulma kinahanglan nga moagos sa kilid, ang tonelada sa press mahimong makalkulo sumala sa unit pressure sa giplano nga lugar sa produkto hangtod sa 21-28MPa.


2. Pindota ang gitas-on sa pag-abli
Ang gitas-on sa press open nagtumong sa tunga nga distansya gikan sa kinatas-ang punto sa movable cross beam sa press ngadto sa work surface. Para samakina sa paghulma sa kompresyon sa komposit nga materyalAng pagpili sa pag-abli kasagaran 2-3 ka pilo nga mas dako kaysa sa gitas-on sa agup-op.
3. Pagpindot sa stroke
Ang press stroke nagtumong sa pinakataas nga distansya nga mahimo ibalhin sa movable beam sa press. Para sa composite materialmakina sa paghulma sa kompresyonpagpili sa stroke sama sa gitas-on sa agup-op nga 500mm, ang pag-abli sa press among gipili nga 2.5 ka pilo sa gitas-on sa agup-op nga 1250mm, nan ang among stroke sa kagamitan dili kinahanglan nga moubos sa 800mm.
4. Gidak-on sa lamesa sa trabahoan sa pagpindot
Para sa gagmay nga tonelada nga mga makinang pang-imprenta o gagmay nga mga produkto, ang lamesa sa pag-imprenta mahimong mapili sumala sa gidak-on sa hulmahan. Sa samang higayon, ang wala ug tuo nga kilid sa makinang pang-imprenta mas dako kay sa gidak-on sa hulmahan og 300mm sa usa ka kilid, ug ang atubangan ug likod nga direksyon mas dako kay sa 200mm. Kung ang usa ka makinang pang-imprenta o dako nga produkto gihimo ug nanginahanglan daghang mga tawo aron motabang sa pagtangtang sa produkto, ang dugang nga mga dimensyon sa tawo nga mosulod ug mogawas sa lamesa sa pag-imprenta kinahanglan nga tagdon.
5. Katukma sa lamesa sa pag-imprenta
Kung ang pinakataas nga tonelada sa prensa parehas nga gigamit sa 2/3 sa lugar sa lamesa, kung ang movable beam ug ang press table gisuportahan sa upat ka suok nga suporta, ang parallelism kay 0.025mm/m.


6. Pagtubo sa presyur
Kung ang presyur motaas gikan sa zero hangtod sa pinakataas nga tonelada, ang oras nga gikinahanglan kasagaran gikontrol sulod sa 6s.
7. Ordinaryong katulin sa pag-press
Ubos sa normal nga mga kahimtang, ang press gibahin sa tulo ka speed: ang paspas nga speed kasagaran 80-150mm/s, ang hinay nga speed kasagaran 5-20mm/s, ug ang return stroke kay 60-100mm/s.
8. Katulin sa hydraulic press sa Zhengxi
Ang gikusgon sa pag-operate sa press direktang makaapekto sa output sa produkto. Tungod sa pagkonsiderar sa pagtaas sa output sa produkto ug sa pagkunhod sa nahabilin nga gidaghanon sa produkto, karon ang kompanya sa Zhengxi nagpalambo ug nag-adjust sa gikusgon sa pag-operate sakomposit nga press sa paghulma.
Ang gikusgon sa pag-operate sa among press gibahin sa lima ka gikusgon:paspas 200-400mm/s, hinay 6-15mm/s, gikusgon sa pagpindot (sa wala pa ang kompresyon) 0.5-5mm/s, gikusgon sa pag-abli sa agup-op 1-5mm/s, Ang gikusgon sa pagbalik kay 200-300mm/s. Sa pagkakaron, ang lima ka hamtong nga katulin sa pag-operate sa mga makina sa pag-imprinta sa kompanya dili lamang nagdugang sa output sa mga produkto sa mga kustomer, apan ang dali gamiton nga pag-adjust sa katulin mahimo usab nga makatangtang sa mga depekto sa produkto.
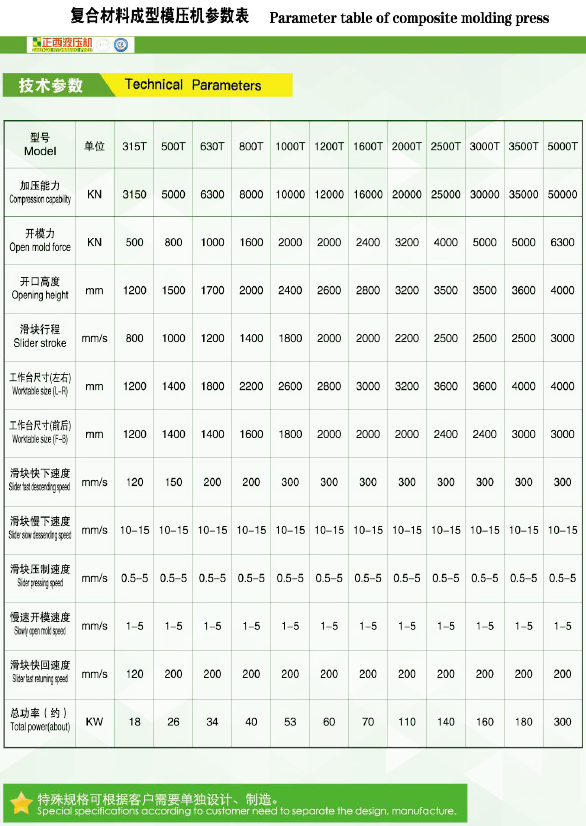
Sunod, among ilakip ang talaan sa parametro sa makina sa paghulma sa among kompanya alang sa imong reperensya.
Oras sa pag-post: Mayo-06-2021




