

Salzblock hydraulesch Press


ZHENGXI HYDRAULIC huet d'hydraulesch Press Yz 79 speziell fir Salzblöcken entwéckelt.
WhatsApp: +86 176 0282 8986
Schlësselmerkmale
1. HaaptrahmenmaterialBenotzt Stol #Q345B fir de Bau vum Haaptkierper vun der Maschinn amplaz vum übleche Material Stol #Q235 um Maart. D'Kierperhärte ass ëm 1,5 Mol méi héich wéi bei normale Maschinnen um Maart.
2. Korrosiounsschutz:Wéinst der korrosiver Natur vu Salz sinn den Trichter an de Ladesystem aus Edelstol 304 gemaach.
3. Automatesch Fütterung:Et gëtt e Sensor am Trichter vum Ladesystem. Wann net genuch Salz do ass, start de System de Schraufzufueder.
4. Qualitéitskontroll:Den Apparat ass mat engem Drockalarm ausgestatt. Wann d'Maschinn op déi virbestëmmt Positioun gedréckt gëtt an den Drock net erreecht gëtt, gëtt den Apparat en Alarm aus, fir de Bedreiwer drun z'erënneren, d'Dicht vum Produkt ze kontrolléieren.
5. Servosystem:
a. Energiespueren: Servomotor, Pompel, fir d'hydraulesch Press benotzen, fir d'Energiespuerzil z'erreechen. D'Energiespueren kënnen tëscht 40% an 70% erreechen, sou datt de Keefer an Zukunft vill Suen um Stroumverbrauch spuert.
b. Onstabil Spannungsanpassung: Nennspannung: Dräiphaseg 380-480V 50Hz/60Hz, zulässege Spannungsschwankungsberäich 323-528V 50Hz/60Hz. Perfekt Aarbecht a Beräicher/Situatiounen, déi keng stabil Stroumversuergung liwwere kënnen.
c. Schnell Geschwindegkeet & héich Genauegkeet: Drockerhéijung op 20 MPa, Reaktiounszäit 50 ms, Drockentlastungszäit 60 ms, Gesamtmaschinnausgabgeschwindegkeet ëm ongeféier 10% erop. Drockgenauegkeet +-0,5 kgf, reduzéiert d'Ausfallquote an der Produktioun staark a verbessert d'Produktqualitéit.
d. Laang Liewensdauer: Lues Iwwerhëtzung, manner Kaméidi. Lues Iwwerhëtzung vum Motor an Hydraulikueleg bei laanger Benotzung, schützt d'Wartdeeler wéi Dichtungen. Verlängert d'Liewensdauer vun der ganzer Maschinn.
e. Einfach Ënnerhalt: Well de Servo-Systemprogramméierer rar ze fannen ass, kann d'Ënnerhalt fir de Client schwéier sinn, dofir ersetzen mir de Servo-Computer amplaz vun enger PLC, déi üblech a Maschinnen benotzt gëtt, sou datt de Client d'Maschinn einfach lokal ënnerhale kann.
6. Struktur:Ausgestatt mat engem Kalibrierungsventil an engem dräipositiounsgedriwwenen Verdeeler, komplett mat Ueleg a Kapstan fir den Aarbechtsdësch opzehiewen. 4-Sailen-Struktur, einfach, wirtschaftlech a praktesch.
7. Sécherheetsdesign:Ausrüstung mat mechanescher Grenzvorrichtung fir Schied un der Form ze vermeiden. Mat photoelektreschem Schutz an engem Sécherheetszaun, fir Sécherheetsaccidenter ze vermeiden.
8. Service nom Verkaf:
a. Wärend der Garantiezäit iwwerhëlt ZHENGXI déi voll Verantwortung fir d'Maschinn vum Client. ALL Deeler, déi Problemer hunn, schécken ZHENGXI dem Client GRATIS en neien Ersatzdeel. D'Frachtkäschte fir den Ersatz ginn och vun ZHENGXI iwwerholl.
b. Dier-zu-Dier-Service ass bezuelbar an optional fir Installatioun, Inbetriebsetzung, Ënnerhalt, Trainingszwecker. D'Käschte fir Dier-zu-Dier-Service ginn an der nächster Etapp verrechent.
c. Techneschen Support per E-Mail, Telefon oder Videouriff ass GRATIS a liewenslaang verfügbar.
Käschte fir Service virun Ort: 200 $ pro technescht Personal pro Dag.
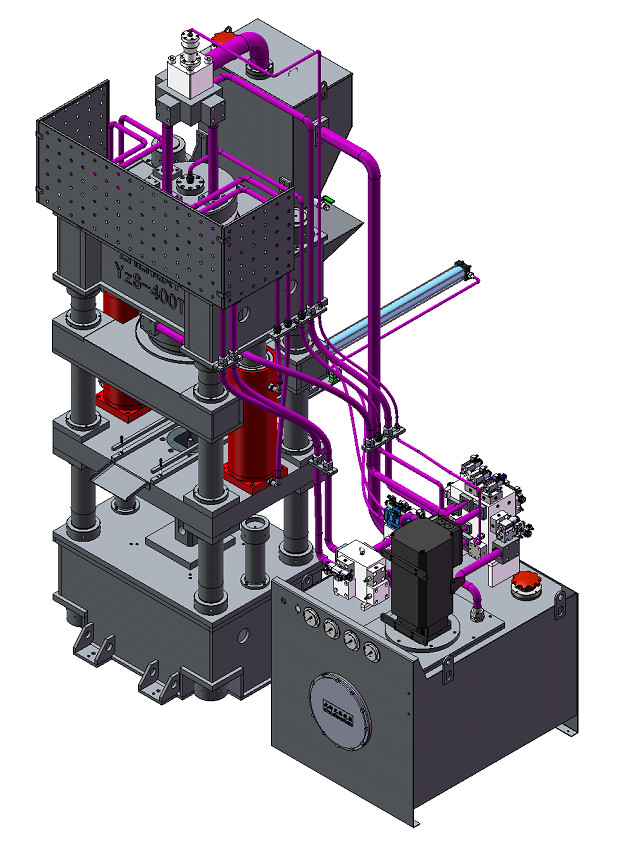
3D-Zeechnung
Et ass eng vollautomatesch Ausrüstung, automatesch Belueden an Entlueden. D'Maschinn ass mat engem automatesche Killsystem ausgestatt, deen 24 Stonnen kontinuéierlech produzéiere kann.
Detailer vun der Schimmel

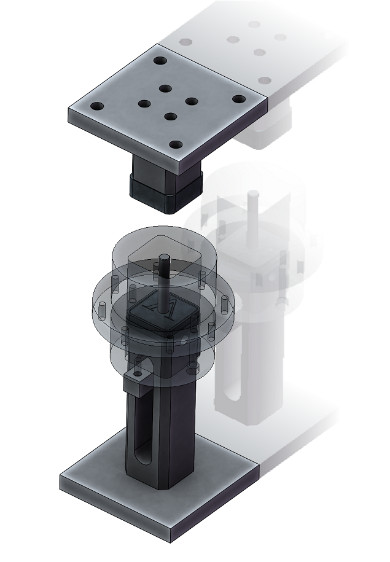
Säil

D'Féierungssailen (Sailen) ginn aus gemaachC45 waarme Schmiedestahlan hunn eng Hartchrombeschichtung vun 0,08 mm Déckt. An hunn eng Härtungs- an Anlassbehandlung.
Applikatioun
Dës Maschinn ass haaptsächlech fir d'Formung vu Lamelleblocken gëeegent; d'Ausrüstung huet eng gutt Systemsteifheet an héich Präzisioun, eng héich Liewensdauer an eng héich Zouverlässegkeet. De Prozess fir d'Heisspressformung erfëllt eng Produktioun vun 3 Schichten/Dag.
Produktiounsnormen
| JB/T3818-99《Technesch Konditioune vun der hydraulescher Press》 |
| GB/T 3766-2001《Allgemeng technesch Ufuerderunge fir hydraulesch Systemer》 |
| GB5226.1-2002《Sécherheet vu Maschinnen - Mechanesch an elektresch Ausrüstung - Deel 1: Allgemeng technesch Ufuerderungen》 |
| GB17120-97《Technesch Sécherheetsufuerderunge fir Pressmaschinnen》 |
| JB9967-99《Limit fir den Geräisch vun der hydraulescher Maschinn》 |
| JB/T8609-97《Technesch Konditioune fir d'Schweisse vu Pressmaschinnen》 |
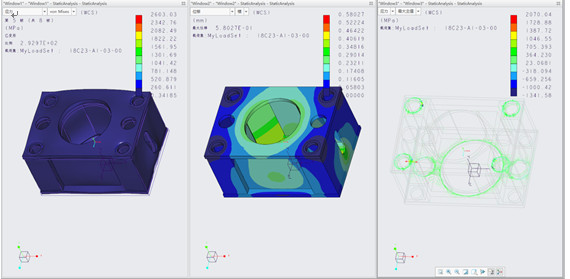
Haaptkierper
Den Design vun der ganzer Maschinn benotzt Computeroptimiséierungsdesign an Analysen mat Finite-Element-Elementer. D'Festigkeet an d'Steifheet vun der Ausrüstung si gutt, an d'Erscheinung ass gutt. All geschweesste Deeler vum Maschinnkierper sinn mat héichwäertege Stolplacken aus Q345B geschweesst, déi mat Kuelendioxid geschweesst sinn, fir d'Schweessqualitéit ze garantéieren.
Zylinder
| Deeler | FFonktioun |
| Zylinderfäss |
|
| Kolbenstang |
|
| Dichtungen | Benotzt eng Dichtungsring vun der japanescher Mark NOK Qualitéit |
| Kolben | Geféiert duerch Kupferplatéierung, gutt Verschleißbeständegkeet, garantéiert laangfristeg Operatioun vum Zylinder |
Servo-System
1. Zesummesetzung vum Servosystem

Prinzip vun der Servokontroll
Déi iewescht Chamber vum Haaptzylinder ass mat engem Drocksensor ausgestatt, an d'Schlitt ass mat engem Verdrängungssensor-Controller ausgestatt. Jee no Drockfeedbacksignal gëtt d'Positiounsfeedbacksignal, den Drocksignal, d'Positiounssignal an d'Geschwindegkeetssignal berechent, fir d'Rotatiounsgeschwindegkeet vum Servomotor ze kontrolléieren, fir d'Pompelleistung fir Drock, Geschwindegkeet a Positiounskontroll ze kontrolléieren.
D'Press benotzt PID fir den Drock an d'Positioun unzepassen, andeems d'Geschwindegkeet vum Servomotor der zougemaachter Regelung virausgeet. Duerch d'Upassung vun der Geschwindegkeet vum Servomotor kann den Drock, d'Geschwindegkeet, d'Positioun an aner Parameter vun der hydraulescher Press kontrolléiert ginn, andeems den Drockregelventil, de Stroumregelventil an aner Komponenten am hydraulesche Steierkrees eliminéiert ginn, fir d'Aarbecht ze vereinfachen.







