

1. Тоннаж оборудования
При выборе процесса формования композитных изделий SMC/GRP следует учитывать тоннаж гидравлического пресса (формовочный пресс) может быть выбран в зависимости от удельного давления, которое изделие испытывает наименьшим образом. Для эксцентричных изделий или изделий с большими габаритами, где формовочный материал должен течь в поперечном направлении, тоннаж пресса может быть рассчитан в зависимости от удельного давления на проекционную площадь изделия до 21-28 МПа.


2. Нажмите кнопку открытия по высоте.
Высота раскрытия пресса — это среднее расстояние от самой высокой точки подвижной поперечной балки пресса до рабочей поверхности.машина для компрессионного формования композитных материаловКак правило, размер отверстия пресс-формы в 2-3 раза превышает ее высоту.
3. Нажимной ход
Ход пресса — это максимальное расстояние, на которое может переместиться подвижная балка пресса. Для композитных материалов.машина для компрессионного формованияПри выборе хода пресс-формы, например, при высоте 500 мм и открытии пресса, мы выбираем значение, в 2,5 раза превышающее высоту пресс-формы (1250 мм), тогда ход пресс-формы должен быть не менее 800 мм.
4. Размеры рабочего стола пресса
Для прессов малой грузоподъемности или небольших изделий размер прессового стола можно выбирать в соответствии с размером пресс-формы. При этом левая и правая стороны пресса должны быть на 300 мм больше размера пресс-формы с одной стороны, а передняя и задняя стороны — более чем на 200 мм. Если используется пресс большой грузоподъемности или производится крупногабаритное изделие, для извлечения которого требуется помощь нескольких человек, следует учитывать дополнительные габариты, связанные с работой человека, входящего и выходящего из прессового стола.
5. Точность рабочего стола пресса
Когда максимальная нагрузка пресса равномерно распределяется по 2/3 площади стола, и когда подвижная балка и стол пресса опираются на четырехстороннюю опору, параллельность составляет 0,025 мм/м.


6. Рост давления
При увеличении давления от нуля до максимального значения требуемое время, как правило, составляет 6 секунд.
7. Обычная скорость прессования
В нормальных условиях пресс работает на трех скоростях: высокая скорость обычно составляет 80-150 мм/с, низкая скорость обычно составляет 5-20 мм/с, а обратный ход — 60-100 мм/с.
8. Скорость гидравлического пресса Чжэнси
Скорость работы пресса напрямую влияет на объем выпускаемой продукции. В связи с необходимостью увеличения производительности и снижения количества бракованной продукции, компания «Чжэнси» сегодня разрабатывает и регулирует скорость работы пресса.пресс для литья композитных материалов.
Наша печатная машина имеет пять рабочих скоростей:Скорость прессования (предварительного сжатия) составляет 200-400 мм/с, скорость прессования — 6-15 мм/с, скорость открытия пресс-формы — 0,5-5 мм/с, скорость возврата — 200-300 мм/с. В настоящее время пять отлаженных режимов работы прессов компании не только увеличивают производительность продукции для клиентов, но и благодаря удобной регулировке скорости позволяют исключить дефекты продукции.
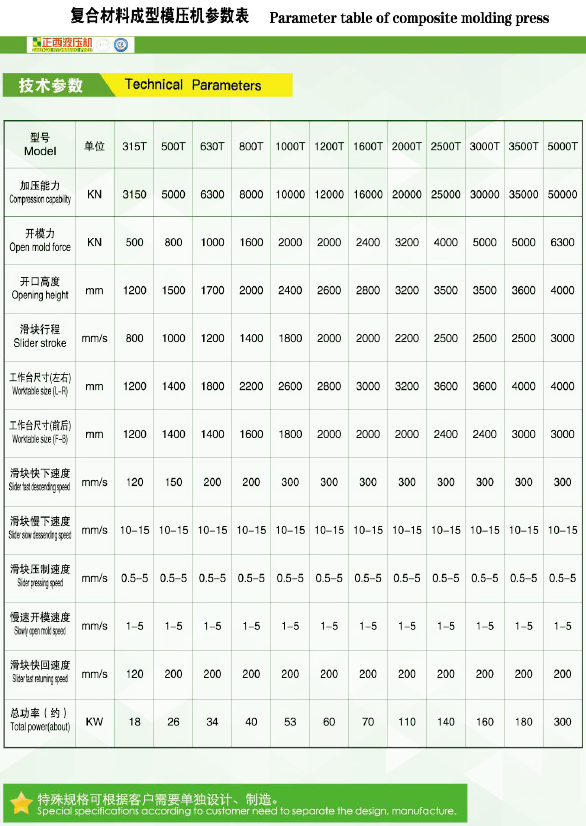
Далее мы прилагаем для вашего ознакомления таблицу параметров формовочного станка нашей компании.
Дата публикации: 06 мая 2021 г.




