

1. עקוויפּמענט טאָנאַזש
ווען מען סעלעקטירט דעם מאָלדינג פּראָצעס פון SMC/GRP קאָמפּאָזיט פּראָדוקטן, די טאָנאַזש פון די הידראַוליק פּרעס (מאָלדינג דרוק) קען אויסגעקליבן ווערן לויטן איינהייט דרוק וואָס דער פּראָדוקט טראָגט דעם מינדסטן. פֿאַר עקסצענטרישע פּראָדוקטן אָדער פּראָדוקטן מיט גרויסע טיפע דימענסיעס וווּ דער פורעם מאַטעריאַל דאַרף פליסן זייטיק, קען די טאָנאַזש פון דער פּרעסע אויסגערעכנט ווערן לויטן איינהייט דרוק פון דער פּראַיעקטירטער שטח פון דעם פּראָדוקט ביז 21-28MPa.


2. דריקן אָפֿן הייך
די עפענונג הייך פון דער פרעסע באציט זיך צו דער מיטל דיסטאנץ פון דעם העכסטן פונקט פון דעם באוועגלעכן קראָס שטראַל פון דער פרעסע ביז דער אַרבעט ייבערפלאַך.קאָמפּאָזיט מאַטעריאַל קאַמפּרעשאַן מאָלדינג מאַשיןדי עפענונג סעלעקציע איז בכלל 2-3 מאל גרעסער ווי די פורעם הייך.
3. דריק-שטרייך
פרעסע-שטריק באציט זיך צו דער מאקסימום דיסטאנץ וואס דער באוועגלעכער שטראל פון דער פרעסע קען זיך באוועגן. פאר קאמפאזיט מאטעריאלקאַמפּרעשאַן מאָלדינג מאַשיןאויסוואל פון סטראָוק, אַזאַ ווי פורעם הייך 500 מם, אויב מיר עפֿענען אַ דרוק, איז די פורעם הייך 2.5 מאָל העכער ווי 1250 מם, און אונדזער עקוויפּמענט זאָל נישט זיין ווייניקער ווי 800 מם.
4. דרוק וואָרקטיבל גרייס
פֿאַר קליינע טאָנאַזש פּרעסן אָדער קליינע פּראָדוקטן, קען מען אויסוועלן דעם פּרעסע טיש לויט דער גרייס פֿון דער פֿאָרעם. אין דער זעלבער צייט, זענען די לינקע און רעכטע זייטן פֿון דער פּרעסע גרעסער ווי די גרייס פֿון דער פֿאָרעם מיט 300 מ״מ אויף איין זייט, און די פֿראָנט און הינטן ריכטונגען זענען גרעסער ווי 200 מ״מ. אויב מען פּראָדוצירט אַ גרויסע פּרעסע אָדער אַ גרויס פּראָדוקט און מען דאַרף האָבן עטלעכע מענטשן צו העלפֿן אַרויסנעמען דעם פּראָדוקט, זאָל מען נעמען אין באַטראַכט די עקסטרע גרייסן פֿון דעם מענטש וואָס גייט אַרײַן און אַרויס פֿון דער פּרעסע טיש.
5. אַקיעראַסי פון דרוק וואָרקטיבל
ווען די מאַקסימום טאָנאַזש פון דער פּרעסע ווערט גלייך אָנגעווענדט צו 2/3 פון דער שטח פון טיש, ווען די באַוועגלעכע שטראַל און דער פּרעסע טיש זענען געשטיצט אויף דער פיר-ווינקל שטיצע, איז די פּאַראַלעליזם 0.025 מם/מ.


6. דרוק וווּקס
ווען דער דרוק וואַקסט פון נול ביזן מאַקסימום טאָנאַזש, ווערט די צייט וואָס איז נויטיק בכלל קאָנטראָלירט אין 6 סעקונדעס.
7. געוויינטלעכע דרוק גיכקייט
אונטער נאָרמאַלע אומשטענדן, איז די פּרעסע צעטיילט אין דריי גיכקייטן: די שנעלע גיכקייט איז בכלל 80-150 מם/ס, די לאַנגזאַמע גיכקייט איז בכלל 5-20 מם/ס, און די צוריקקער-שטריק איז 60-100 מם/ס.
8. זשענגקסי הידראַולישע פּרעסע גיכקייט
די אפעראציע גיכקייט פון דער פרעסע האט א דירעקטע השפעה אויף די ארויסגעבונג פון דעם פראדוקט. צוליב דעם באטראכטן דעם פארגרעסערונג אין דער ארויסגעבונג פון דעם פראדוקט און דער רעדוקציע פון דער איבערבלייבנדיקער קוואנטיטעט פון דעם פראדוקט, היינט אנטוויקלט און צופּאַסט די זשענגשי פירמע די אפעראציע גיכקייט פון דער...קאָמפּאָזיט מאָלדינג דרוק.
די אַפּערייטינג גיכקייט פון אונדזער דרוק איז צעטיילט אין פינף גיכקייטן:שנעל 200-400 מ״מ/ס, לאנגזאם 6-15 מ״מ/ס, דריקן (פאר-קאמפרעסיע) גיכקייט 0.5-5 מ״מ/ס, פורעם עפענונג גיכקייט 1-5 מ״מ/ס, די צוריקקער גיכקייט איז 200-300 מ״מ/ס. איצט, די פינף דערוואקסענע אפעראציע גיכקייטן פון די פירמע'ס פרעסעס נישט נאר פארגרעסערן די פראדוקטן פון קאסטומערס, נאר די באנוצער-פריינדלעכע גיכקייט אדזשאסטמענט קען אויך עלימינירן פראדוקט חסרונות.
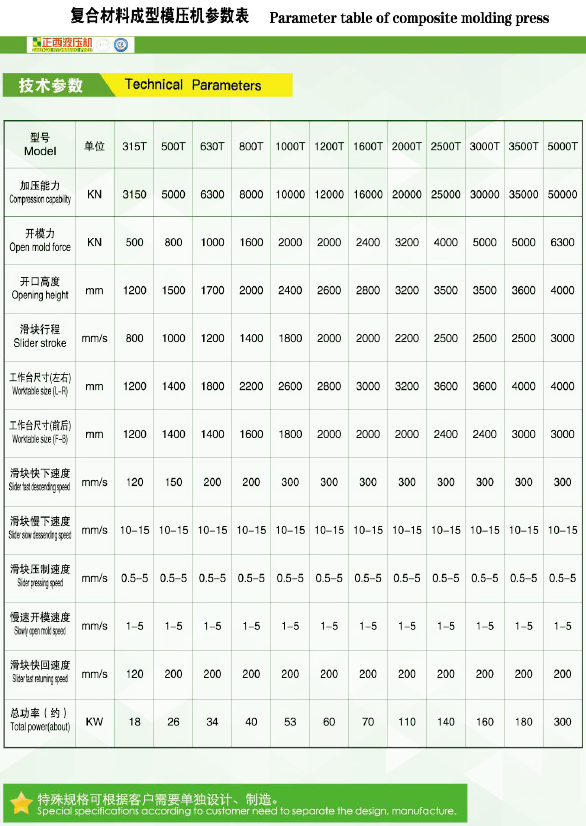
ווייטער, וועלן מיר צוטשעפּען די פּאַראַמעטער טיש פון אונדזער פירמע'ס מאָלדינג מאַשין פֿאַר אייער רעפֿערענץ.
פּאָסט צייט: מאי-06-2021




