

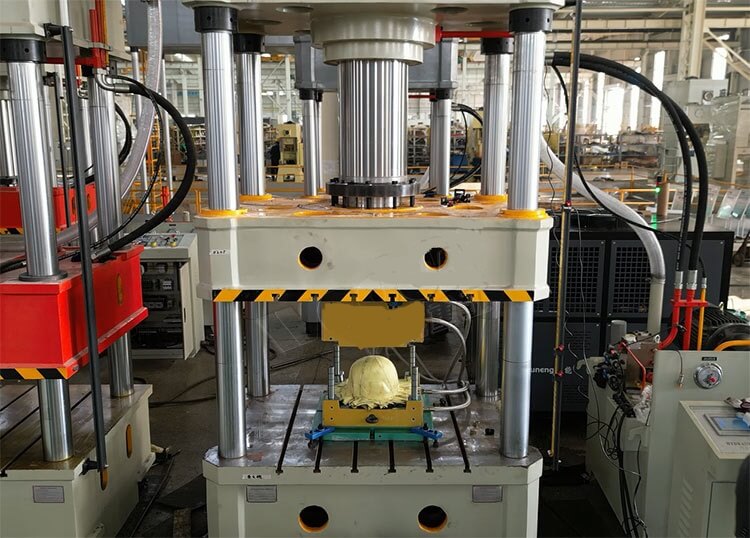
پرس هیدرولیک 315T برای فشرده سازی کلاه ایمنی ضد گلوله PE


کلاههای ایمنی ضد گلوله کامپوزیتی عموماً از پارچه فایبرگلاس، پارچه الیاف کولار و رزین ترموپلاستیک ساخته میشوند. این شامل یک لایه ضد آب، لایه ضد آتش، لایه پارچه بدون الیاف آرامید و لایه رزین است. 315 تنپرس هیدرولیکبرای فشرده سازی کلاه ایمنی ضد گلوله به طور ویژه برای تولید طراحی شده استکلاه ایمنی ضد گلوله از جنس الیاف PE/Kevlar/Aramidاین دستگاه از فناوری پردازش فشار بالا برای اطمینان از خواص محافظتی کافی مواد کلاه ایمنی استفاده میکند. این پرس کلاه ایمنی میتواند کلاههای ضد گلوله با کیفیت بالا تولید کند تا ایمنی نیروهای مسلح را تضمین کند.
این پرس هیدرولیک برای فشرده سازی کلاه ایمنی ضد گلوله طراحی و تولید شده توسطهیدرولیک ژنگشیبرای شکلدهی کلاههای ایمنی ضد گلوله با بدنه محدب استفاده میشود. این روش میتواند به طور مؤثر از ترک خوردگی ناشی از شکلدهی موضعی جلوگیری کند، شکلدهی با زاویه منفی را انجام دهد، کیفیت شکلدهی را بهبود بخشد و ضخامت یکنواخت کلاه ایمنی را پس از شکلدهی تضمین کند. از طریق انتخاب و پیکربندی معقول مواد، همراه با فناوری پردازش پرس 315 تنی، کلاه ایمنی ضد گلوله تولید شده عملکرد و ایمنی خوبی در برابر ضربه دارد و میتواند به طور مؤثر از سر کاربر در برابر ضربات خارجی محافظت کند.
با توجه به جنس و مشخصات کلاه ایمنی، میتوان از پرسهای هیدرولیک چهار ستونی ۳۱۵ تن، ۴۵۰ تن، ۵۰۰ تن، ۶۳۰ تن، ۸۰۰ تن و سایر پرسها استفاده کرد.
ویژگیهای ساختاری پرس هیدرولیک برای فشردهسازی کلاه ایمنی ضد گلوله PE:
۱. ساختار میزبان توسط کامپیوتر بهینه و طراحی شده است. ساختار چهار ستونی از استحکام خوب و دقت بالایی برخوردار است.
۲. از مایع به عنوان واسطه برای انتقال انرژی استفاده کنید. از یک پمپ روغن پیستونی کمصدای وارداتی استفاده میشود.
3. سیستم یکپارچه شیر کارتریجی، عملکرد قابل اعتماد، تمیزی بالا، نشتی کم.
4. از طریق پنل عملیات برای انتخاب، دو فرآیند قالبگیری با ضربه ثابت و فشار ثابت قابل انجام است.
۵. فشار کاری و کورس حرکت در محدوده مشخص شده با توجه به نیازهای فرآیند قابل تنظیم هستند.
6. اجزای آببندی سیلندر حرفهای، قابلیت اطمینان بالا و عمر طولانی.
۷. دستگاه روغنکاری خودکار ریل راهنما، ستون راهنما را کاملاً محافظت کرده و دقت را حفظ میکند.
۸. سیستم الکتریکی توسط PLC کنترل میشود که میتواند با یک کلید عملیات را انجام دهد. این فرآیند ساده و آسان است.

مراحل قالب گیری کلاه ایمنی ضد گلوله PE:
(1) برش: پارچه بدون پود از الیاف یا فیلم پلی اتیلن با وزن مولکولی فوق العاده بالا را به صورت صفحات دایره ای برش داده و آنها را لمینت کنید.
(2) آمادهسازی نمونه اولیه کلاه ایمنی: صفحات دایرهای پارچهای بدون پود که در مرحله (1) به دست آمدهاند، لمینت شده و در قالب پرس سرد میشوند تا نمونه اولیه کلاه ایمنی به دست آید.
(3) آمادهسازی پیشفرم: قالب کلاه ایمنی را در قالب پیشفرم قرار دهید، به تدریج قالب کلاه ایمنی را شکل دهید و به تدریج مواد اضافی را از لبه بیرونی قالب ببرید.
(4) آمادهسازی قطعات قالبگیری شده: پیشفرم بهدستآمده در مرحله (3) را برای شکلدهی به کلاه ایمنی پیشفرمشده، در قالب قرار دهید، پس از خنک شدن آن را بیرون بیاورید و یک کلاه ایمنی نیمهتمام به دست آورید.
(5) کلاه ایمنی نیمهتمام از طریق برش، رنگآمیزی، آویزان کردن و سایر فرآیندها برای به دست آوردن کلاه ایمنی نهایی پردازش میشود.
این دستگاه پرس کلاه ایمنی ضد گلوله پلیاتیلنی که ما تولید میکنیم، از طراحی فشار ۳۱۵ تنی بهره میبرد و قابلیتهای پردازش قوی دارد. این دستگاه، مواد کلاه ایمنی را به شکلی فشرده میکند که مطابق با الزامات استاندارد باشد. ساختار پرس قوی و پایدار است تا از تغییر شکل یا آسیب دیدن آن در حین تولید اطمینان حاصل شود. این پرس همچنین به یک سیستم کنترل پیشرفته مجهز است که میتواند فشار و دمای دقیقی را کنترل کند تا اطمینان حاصل شود که پردازش مواد کلاه ایمنی مطابق با الزامات است و راندمان تولید را بهبود میبخشد.









