

BMC SMC Schachtdeckelmaschinn

ZHENGXI SMC BMC hydraulesch Press, och hydraulesch Komposit-Formpress genannt, gëtt fir d'Kompressiounsformung vu Kompositmaterialien wéi SMC, BMC, FRP, GRP asw. agesat. Eis SMC-Formpressen a Pressen bidden der Kompositindustrie iwwerleeën Produktiounskapazitéiten, souwéi Reparatur- an Upgrade-Optiounen. Mir liwweren nei hydraulesch Formpressen op Mooss, an ZHENGXI bitt och eng ëmfaassend Lëscht vu Reparatur- an Upgrade-Optiounen fir existent Kompressiounspressen vun alle Marken a Modeller. Eis hydraulesch Formpressen gi benotzt fir eng breet Palette vun innovativen Automobil-, Loftfaart-, Industrie- etc. ze produzéieren.
Maschinnemerkmale
Et gëtt haaptsächlech fir d'Integralformung vun thermohärtenden (FRP) Plastik a thermoplastesche Produkter benotzt. Gëeegent fir d'Formung vun SMC, BMC, DMC, GMT an aner Masse a Blieder.
Hydraulescht System ass uewen mat enger Ënnerhaltsplattform installéiert, ëmweltfrëndlech, geräuscharm an einfach Ënnerhalt.
Multistufeg luesgeschwindeg Drockbildung, raisonnabel reservéiert Auspuffzäit.
Mat der Funktioun vun enger lues opgemaachter Héichdrockform, gëeegent fir héich Produkter.
Schnell Reaktioun vum System, numeresche Kontrollsystem.
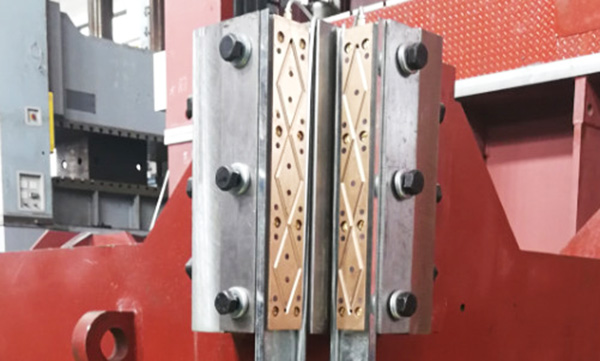
Bild op der Plaz
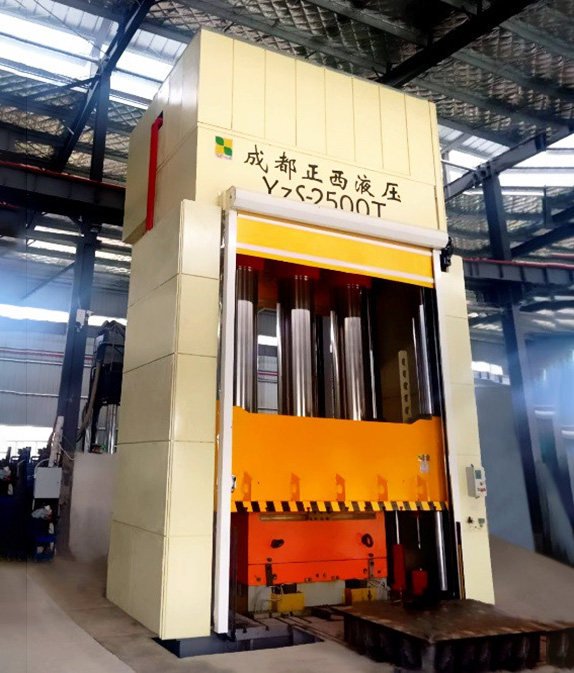



Uwendungen
Dës Maschinn ass haaptsächlech fir d'Formen vu Kompositmaterialien gëeegent; d'Ausrüstung huet eng gutt Systemsteifheet an héich Präzisioun, eng héich Liewensdauer an eng héich Zouverlässegkeet. De Prozess fir d'Heisspressformen erfëllt eng Produktioun vun 3 Schichten/Dag.


Produktiounsnormen
| JB/T3818-99《Technesch Konditioune vun der hydraulescher Press》 |
| GB/T 3766-2001《Allgemeng technesch Ufuerderunge fir hydraulesch Systemer》 |
| GB5226.1-2002《Sécherheet vu Maschinnen - Mechanesch an elektresch Ausrüstung - Deel 1: Allgemeng technesch Ufuerderungen》 |
| GB17120-97《Technesch Sécherheetsufuerderunge fir Pressmaschinnen》 |
| JB9967-99《Limit fir den Geräisch vun der hydraulescher Maschinn》 |
| JB/T8609-97《Technesch Konditioune fir d'Schweisse vu Pressmaschinnen》 |
3D-Zeechnung

H-Frame-Typ
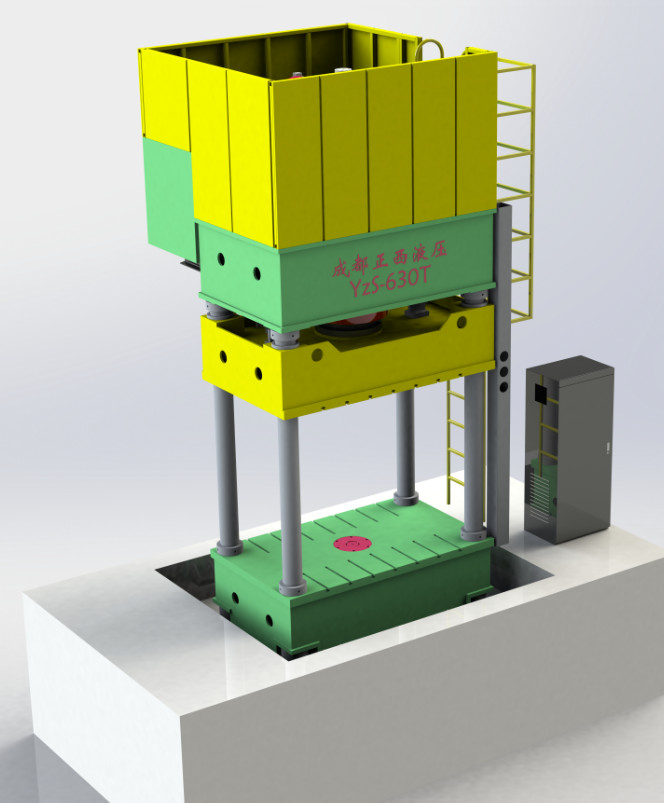
4-Kolonnen-Typ
Maschinnparameter
| IZäit | Eenheet | YZ71-4000T | YZ71-3000T | YZ71-2500T | YZ71-2000T | YZ71-1500T | YZ71-1000T |
| Drock | kN | 40000 | 30000 | 25000 | 20000 | 15000 | 10000 |
| Maximalen Flëssegkeetsdrock | Mpa | 25 | 25 | 25 | 25 | 25 | 25 |
| Dagesliicht | Mm | 3500 | 3200 | 3000 | 2800 | 2800 | 2600 |
| Schlaganfall | Mm | 3000 | 2600 | 2400 | 2200 | 2200 | 2000 |
| Gréisst vun der Aarbechtsdësch | Mm | 4000×3000 | 3500×2800 | 3400*2800 | 3400*2600 | 3400*2600 | 3400*2600 |
| Héicht iwwer dem Buedem | Mm | 12500 | 11800 | 11000 | 9000 | 8000 | 7200 |
| Déift vun der Fondatioun | mm | 2200 | 2000 | 1800 | 1600 | 1500 | 1400 |
| Geschwindegkeet erof | Mm/s | 300 | 300 | 300 | 300 | 300 | 300 |
| Aarbechtsgeschwindegkeet | Mm/s | 0,5-5 | 0,5-5 | 0,5-5 | 0,5-5 | 0,5-5 | 0,5-5 |
| Réckreesgeschwindegkeet | Mm/s | 150 | 150 | 150 | 150 | 150 | 150 |
| Gesamtleistung | kW | 175 | 130 | 120 | 100 | 90 | 60 |
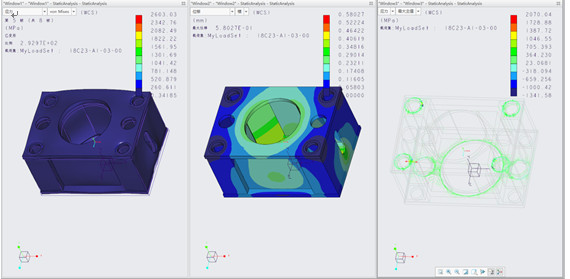
Haaptkierper
Den Design vun der ganzer Maschinn benotzt Computeroptimiséierungsdesign an Analysen mat Finite-Element-Elementer. D'Festigkeet an d'Steifheet vun der Ausrüstung si gutt, an d'Erscheinung ass gutt. All geschweesste Deeler vum Maschinnkierper sinn mat héichwäertege Stolplacken aus Q345B geschweesst, déi mat Kuelendioxid geschweesst sinn, fir d'Schweessqualitéit ze garantéieren.
Zylinder
| Deeler | FFonktioun |
| Zylinderfäss |
|
| Kolbenstang |
|
| Dichtungen | Benotzt eng Dichtungsring vun der japanescher Mark NOK Qualitéit |
| Kolben | Geféiert duerch Kupferplatéierung, gutt Verschleißbeständegkeet, garantéiert laangfristeg Operatioun vum Zylinder |
Säil

D'Féierungssailen (Sailen) ginn aus gemaachC45 waarme Schmiedestahlan hunn eng Hartchrombeschichtung vun 0,08 mm Déckt. An hunn eng Härtungs- an Anlassbehandlung. D'Féierungshülse benotzt eng Kupferféierungshülse, déi méi verschleißbeständeg ass a verbessert d'Stabilitéit vun der Maschinn.
Servo-System
1. Zesummesetzung vum Servosystem

2. Zesummesetzung vum Servosystem
| Numm | MModell | PBild | AVirdeel |
| HMI | Siemens |
| D'Liewensdauer vum Knäppchen gëtt streng getest, an en gëtt net duerch 1 Millioun Dréck beschiedegt. Hëllef bei Bildschirm- a Maschinnefeeler, Beschreiwung vun de Bildschirmfunktiounen, Erklärung vun der Maschinnalarméierung an Hëllef beim Benotzer, d'Benotzung vun der Maschinn séier ze meeschteren
|
| Numm | MModell | PBild | AVirdeel |
| PLC | Siemens | 
| D'elektronesch Lineal-Acquisitiounslinn gëtt onofhängeg veraarbecht, mat staarker Anti-Interferenzfäegkeet Digital Steierung vum Servoantrieb an Integratioun mam Undriff |
| Servo-Undriff
| YASKAWA |
| De Gesamtschinnenkondensator gëtt komplett moderniséiert, an de Kondensator mat enger méi breeder Temperaturadaptatioun a méi laanger Liewensdauer gëtt benotzt, an d'theoretesch Liewensdauer gëtt ëm d'4-facht erhéicht;
D'Äntwert bei 50Mpa ass 50ms, den Drockiwwerschlag ass 1,5kgf, d'Drockentlastungszäit ass 60ms, an d'Drockschwankung ass 0,5kgf.
|
| Servomotor
| PHASE Serie |
| Den Simulatiounsdesign gëtt vun der Ansoft Software duerchgefouert, an d'elektromagnetesch Leeschtung ass iwwerleeën; Mat Hëllef vun héichperformanter NdFeB-Anregung ass den Eisenverloscht kleng, d'Effizienz ass méi héich an d'Hëtzt ass méi kleng;
|



3. Virdeeler vum Servosystem
Energiespueren
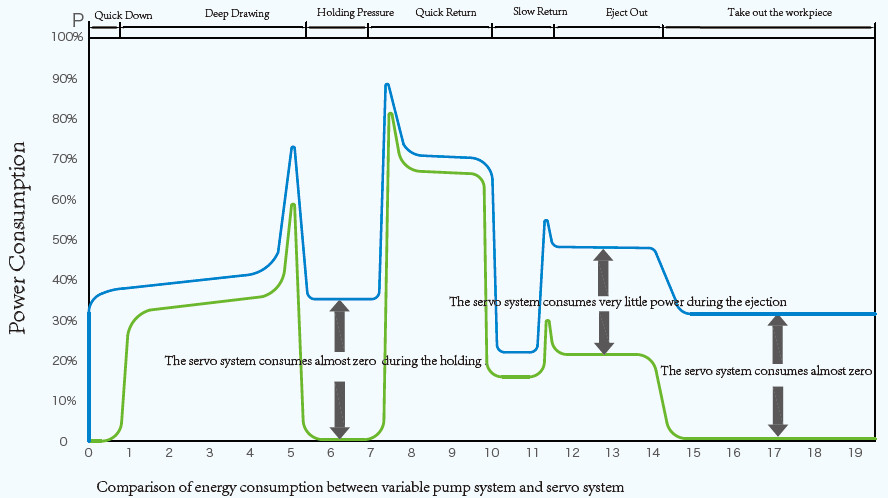
Am Verglach mam traditionelle variable Pompelsystem kombinéiert de Servo-Uelegpompelsystem déi séier stufenlos Geschwindegkeetsreguléierungscharakteristike vum Servomotor an déi selbstreguléierend Uelegdrockcharakteristike vun der hydraulescher Uelegpompel, wat e grousst Energiespuerpotenzial bréngt, an d'Energie...D'Spuerquote kann bis zu 30% - 80% erreechen.
Effizient
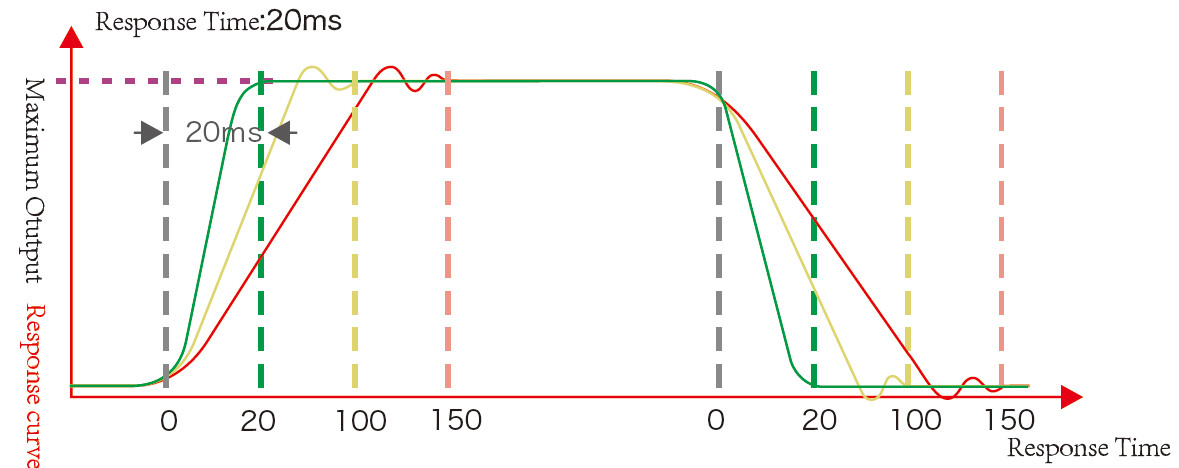
D'Reaktiounsgeschwindegkeet ass séier an d'Reaktiounszäit ass sou kuerz wéi 20ms, wat d'Reaktiounsgeschwindegkeet vum hydraulesche System verbessert.
Präzisioun
Déi séier Reaktiounsgeschwindegkeet garantéiert d'Genauegkeet vun der Ouverture an dem Zoumaache, d'Positiounsgenauegkeet kann 0,1 mm erreechen, an d'Positiounsgenauegkeet vun der spezieller Funktioun kann 0,1 mm erreechen.±0,01 mm.
De präzisen, reagéierende PID-Algorithmusmodul garantéiert e stabile Systemdrock a Schwankungen am Drock vu manner wéi±0,5 bar, d'Produktqualitéit ze verbesseren.
Ëmweltschutz
Kaméidi: Den duerchschnëttleche Kaméidi vum hydraulesche Servosystem ass 15-20 dB méi niddereg wéi dee vun der ursprénglecher variabler Pompel.
Temperatur: Nodeems de Servosystem benotzt gouf, gëtt d'Hydrauluelegtemperatur allgemeng reduzéiert, wat d'Liewensdauer vun der hydraulescher Dichtung verlängert oder d'Leeschtung vum Killmëttel reduzéiert.
Sécherheetsvorrichtung

Fotoelektresch Sécherheetsschutz vir & hannen

Schiebeverriegelung beim TDC

Stand mat zwou Hänn

Hydraulesch Ënnerstëtzungsversécherungskrees

Iwwerlaaschtungsschutz: Sécherheetsventil

Flëssegkeetsniveaualarm: Uelegniveau

Warnung fir d'Uelegtemperatur

All elektresch Deeler hunn Iwwerlaaschtungsschutz

Sécherheetsblocken

Fir beweeglech Deeler sinn Sperrmutteren virgesinn
All Aktioune vum Drécken hunn eng Sécherheetsverriegelungsfunktioun, z.B. funktionéiert de beweeglechen Aarbechtsdësch net, ausser de Këssen geet an d'Ausgangspositioun zréck. De Schiebe kann net gedréckt ginn, wann de beweeglechen Aarbechtsdësch gedréckt gëtt. Wann e Konflikt optrieden, gëtt en Alarm um Touchscreen ugewisen a weist, wat de Konflikt ass.
Hydraulescht System

1. Den Uelegtank gouf mat engem gezwongenen Ofkillungssystem agestallt (industriellt Waasserkühlapparat vum Plackentyp, Ofkillung duerch Zirkulierend Waasser, Uelegtemperatur ≤55 ℃, gitt sécher datt d'Maschinn bannent 24 Stonnen stänneg drécke kann.)
2. Den hydraulesche System adoptéiert en integréiert Patrounventilsteierungssystem mat schneller Reaktiounsgeschwindegkeet an héijer Transmissiounseffizienz.
3. Den Uelegtank ass mat engem Loftfilter ausgestatt, fir mat der Äussewelt ze kommunizéieren, fir sécherzestellen, datt den Hydraulikueleg net verschmotzt gëtt.
4. D'Verbindung tëscht dem Fëllventil an dem Brennstofftank benotzt eng flexibel Verbindung fir ze verhënneren datt Vibratiounen op den Brennstofftank iwwerdroe ginn an de Problem vum Uelegleckage komplett ze léisen.

Produktkategorien
-

U-fërmeg Drainage-Grabenbildung hydraulesch Press
-

1000T SMC hydraulesch Press fir GRP Waassertankpanel
-

315 Tonnen hydraulesch Press fir Automobilinterieur ...
-

315T hydraulesch Press fir d'Kompressioun vu PE Bulletp...
-

2500T H-Frame hydraulesch Press fir Kompositmaterialien SM...
-

GRP Waassertankpanel hydraulesch Pressmaschinn




