

1. Tonnage van de apparatuur
Bij de keuze van het vormproces voor SMC/GRP-composietproducten speelt het tonnage van de hydraulische pers een rol (vormpersDe perskracht kan worden gekozen op basis van de eenheidsdruk die het product het minst moet weerstaan. Voor excentrische producten of producten met grote dieptes waarbij het vormmateriaal zijdelings moet vloeien, kan de perskracht worden berekend op basis van de eenheidsdruk van het geprojecteerde oppervlak van het product tot 21-28 MPa.


2. Druk op de open hoogte
De persopeningshoogte verwijst naar de afstand halverwege tussen het hoogste punt van de beweegbare dwarsbalk van de pers en het werkoppervlak.Compressievormmachine voor composietmaterialenDe opening in de mal is doorgaans 2-3 keer groter dan de hoogte van de mal.
3. Drukslag
De persslag verwijst naar de maximale afstand die de beweegbare balk van de pers kan afleggen. Voor composietmateriaalcompressievormmachineBij een slagselectie zoals een matrijshoogte van 500 mm en een persopening die 2,5 keer de matrijshoogte bedraagt (1250 mm), mag de slag van onze apparatuur niet minder dan 800 mm zijn.
4. Druk op de werktafelgrootte
Voor persen met een lage tonnage of kleine producten kan de perstafel worden gekozen op basis van de afmetingen van de matrijs. Daarbij zijn de linker- en rechterkant van de pers aan één zijde 300 mm groter dan de matrijs en de voor- en achterkant meer dan 200 mm groter. Bij persen met een hoge tonnage of voor de productie van grote producten, waarbij meerdere personen nodig zijn om het product te verwijderen, moet rekening worden gehouden met de extra afmetingen van de personen die de perstafel betreden en verlaten.
5. Nauwkeurigheid van de perswerktafel
Wanneer de maximale persdruk gelijkmatig wordt verdeeld over 2/3 van het tafeloppervlak, en de beweegbare balk en de perstafel op de vier hoeksteunen rusten, bedraagt de paralleliteit 0,025 mm/m.


6. Druktoename
Wanneer de druk toeneemt van nul tot de maximale tonnage, wordt de benodigde tijd doorgaans binnen 6 seconden geregeld.
7. Normale perssnelheid
Onder normale omstandigheden is de pers verdeeld in drie snelheden: de hoge snelheid is doorgaans 80-150 mm/s, de lage snelheid is doorgaans 5-20 mm/s en de teruggaande slag is 60-100 mm/s.
8. Snelheid van de Zhengxi hydraulische pers
De bedrijfssnelheid van de pers heeft een directe invloed op de productoutput. Met het oog op een hogere productoutput en een lagere resthoeveelheid ontwikkelt en optimaliseert Zhengxi Company momenteel de bedrijfssnelheid van de pers.composiet vormpers.
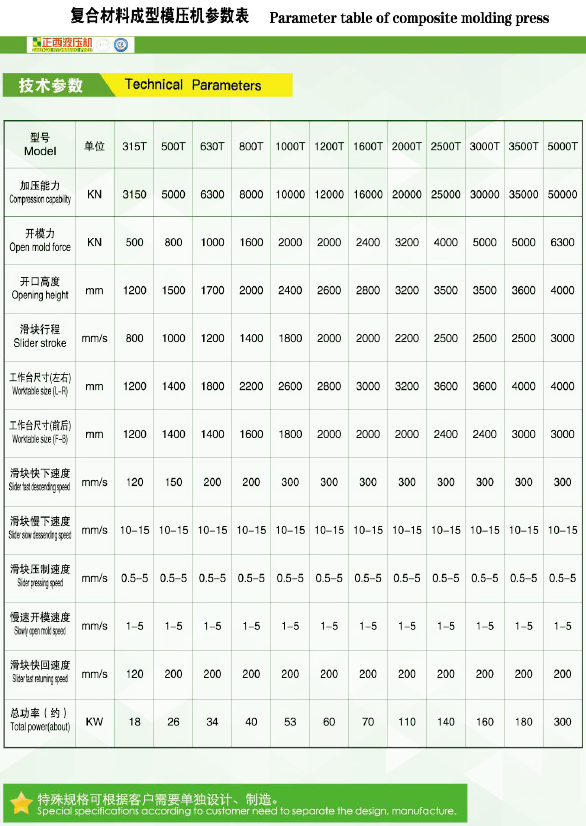
De werksnelheid van onze pers is onderverdeeld in vijf snelheden:Snel 200-400 mm/s, langzaam 6-15 mm/s, perssnelheid (voorcompressie) 0,5-5 mm/s, matrijsopeningssnelheid 1-5 mm/s, de retoursnelheid is 200-300 mm/s. De vijf beproefde bedrijfssnelheden van de persen van het bedrijf verhogen niet alleen de productiecapaciteit van de producten van de klanten, maar de gebruiksvriendelijke snelheidsregeling kan ook productdefecten elimineren.
Hieronder vindt u ter referentie de parametertabel van de spuitgietmachine van ons bedrijf.
Geplaatst op: 6 mei 2021




