

1. น้ำหนักบรรทุกของอุปกรณ์
ในการเลือกกระบวนการขึ้นรูปผลิตภัณฑ์คอมโพสิต SMC/GRP นั้น กำลังรับน้ำหนักของเครื่องอัดไฮดรอลิก (เครื่องอัดขึ้นรูปสามารถเลือกขนาดแรงกดได้ตามหน่วยแรงดันที่ผลิตภัณฑ์รับได้น้อยที่สุด สำหรับผลิตภัณฑ์ที่มีรูปทรงไม่สมมาตรหรือผลิตภัณฑ์ที่มีความลึกมาก ซึ่งวัสดุขึ้นรูปจำเป็นต้องไหลในแนวด้านข้าง สามารถคำนวณขนาดแรงกดของเครื่องอัดได้ตามหน่วยแรงดันของพื้นที่ฉายภาพของผลิตภัณฑ์ สูงสุดถึง 21-28 MPa


2. กดเพื่อเปิดความสูง
ความสูงในการเปิดของเครื่องกด หมายถึงระยะกึ่งกลางจากจุดสูงสุดของคานขวางที่เคลื่อนที่ได้ของเครื่องกดไปยังพื้นผิวชิ้นงาน สำหรับเครื่องขึ้นรูปอัดวัสดุคอมโพสิตโดยทั่วไปแล้ว ช่องเปิดจะมีขนาดใหญ่กว่าความสูงของแม่พิมพ์ประมาณ 2-3 เท่า
3. กดจังหวะ
ระยะชักของแท่นกด หมายถึงระยะทางสูงสุดที่คานเคลื่อนที่ของแท่นกดสามารถเคลื่อนที่ได้ สำหรับวัสดุคอมโพสิตเครื่องขึ้นรูปด้วยการอัดในการเลือกช่วงชัก เช่น หากความสูงของแม่พิมพ์อยู่ที่ 500 มม. และช่องเปิดของแท่นกดอยู่ที่ 2.5 เท่าของความสูงของแม่พิมพ์ คือ 1250 มม. ช่วงชักของอุปกรณ์ของเราจึงไม่ควรน้อยกว่า 800 มม.
4. กดขนาดโต๊ะทำงาน
สำหรับเครื่องอัดขนาดเล็กหรือผลิตภัณฑ์ขนาดเล็ก สามารถเลือกขนาดโต๊ะอัดได้ตามขนาดของแม่พิมพ์ ในขณะเดียวกัน ด้านซ้ายและด้านขวาของเครื่องอัดจะมีขนาดใหญ่กว่าขนาดของแม่พิมพ์ด้านใดด้านหนึ่ง 300 มม. และด้านหน้าและด้านหลังจะมีขนาดใหญ่กว่า 200 มม. หากเป็นเครื่องอัดขนาดใหญ่หรือผลิตภัณฑ์ขนาดใหญ่ และต้องใช้คนหลายคนช่วยในการนำผลิตภัณฑ์ออกจากแท่นอัด ควรพิจารณาขนาดเพิ่มเติมของบุคคลที่เข้าและออกจากโต๊ะอัดด้วย
5. ความแม่นยำของโต๊ะทำงานเครื่องอัด
เมื่อแรงกดสูงสุดของเครื่องอัดกระจายอย่างสม่ำเสมอไปยังพื้นที่ 2/3 ของโต๊ะ และเมื่อคานเคลื่อนที่และโต๊ะเครื่องอัดได้รับการรองรับบนฐานรองสี่มุม ค่าความขนานจะอยู่ที่ 0.025 มม./เมตร


6. การเพิ่มขึ้นของความดัน
เมื่อความดันเพิ่มขึ้นจากศูนย์จนถึงระดับสูงสุด เวลาที่ใช้โดยทั่วไปจะถูกควบคุมให้อยู่ภายใน 6 วินาที
7. ความเร็วการกดปกติ
โดยปกติแล้ว เครื่องอัดจะแบ่งความเร็วออกเป็นสามระดับ ได้แก่ ความเร็วสูงโดยทั่วไปอยู่ที่ 80-150 มม./วินาที ความเร็วต่ำโดยทั่วไปอยู่ที่ 5-20 มม./วินาที และความเร็วในการเคลื่อนกลับอยู่ที่ 60-100 มม./วินาที
8. ความเร็วของเครื่องอัดไฮดรอลิกเจิ้งซี
ความเร็วในการทำงานของเครื่องอัดมีผลโดยตรงต่อปริมาณผลผลิต ด้วยเหตุผลที่ต้องการเพิ่มปริมาณผลผลิตและลดปริมาณของเสีย บริษัทเจิ้งซีจึงได้พัฒนาและปรับความเร็วในการทำงานของเครื่องจักรในปัจจุบันเครื่องอัดขึ้นรูปคอมโพสิต.
ความเร็วในการทำงานของเครื่องพิมพ์ของเราแบ่งออกเป็นห้าระดับ:ความเร็วสูง 200-400 มม./วินาที, ความเร็วต่ำ 6-15 มม./วินาที, ความเร็วในการกด (การอัดล่วงหน้า) 0.5-5 มม./วินาที, ความเร็วในการเปิดแม่พิมพ์ 1-5 มม./วินาที, ความเร็วในการกลับ 200-300 มม./วินาที ในปัจจุบัน ความเร็วในการทำงานทั้งห้าระดับที่พัฒนาแล้วของเครื่องอัดขึ้นรูปของบริษัท ไม่เพียงแต่ช่วยเพิ่มผลผลิตของผลิตภัณฑ์ของลูกค้าเท่านั้น แต่การปรับความเร็วที่ใช้งานง่ายยังช่วยลดข้อบกพร่องของผลิตภัณฑ์ได้อีกด้วย
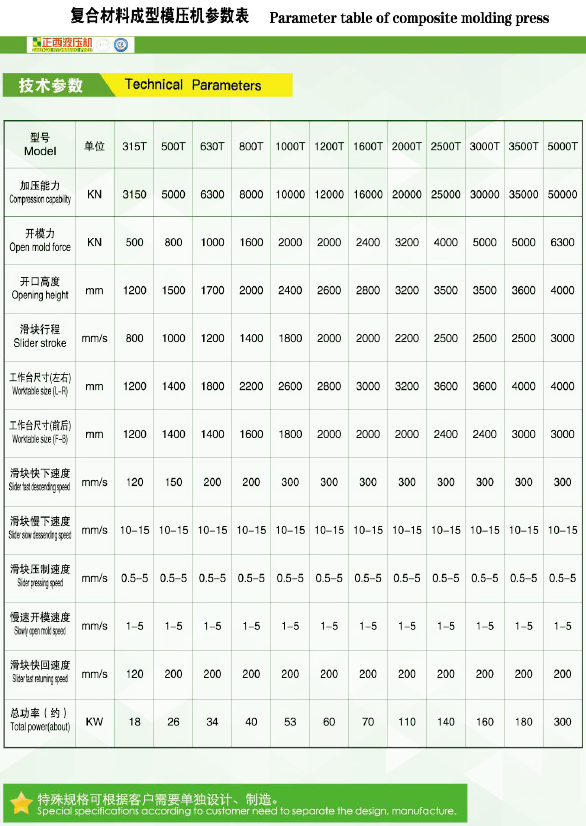
ต่อไปนี้ เราจะแนบตารางพารามิเตอร์ของเครื่องฉีดขึ้นรูปของบริษัทเราเพื่อเป็นข้อมูลอ้างอิงของคุณ
วันที่โพสต์: 6 พฤษภาคม 2564




