

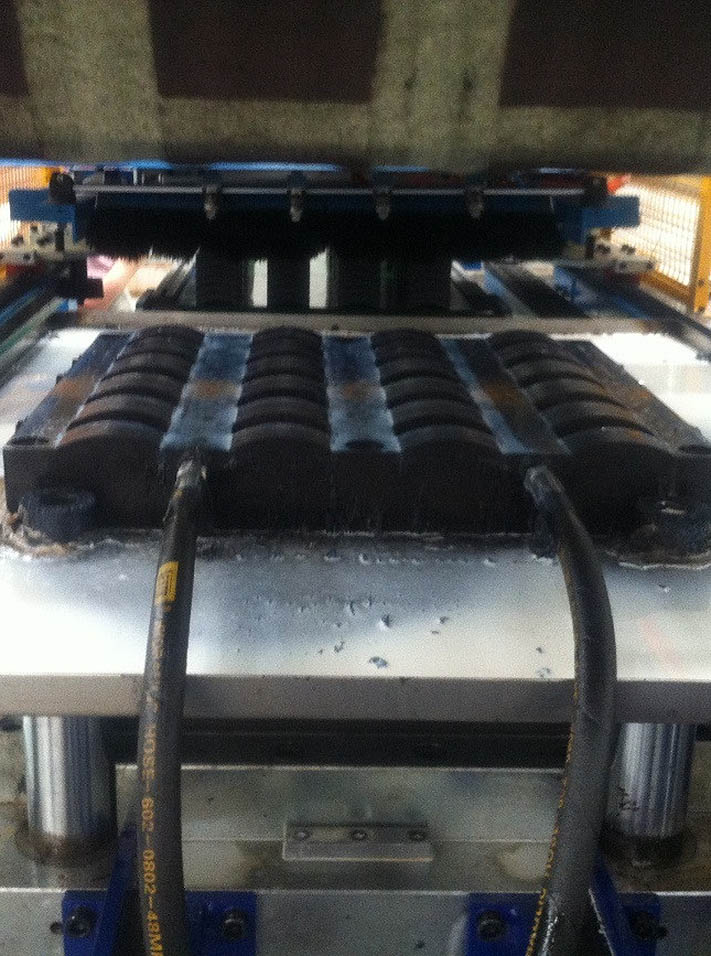
Ferritazko prentsa hidrauliko magnetiko automatikoa

Makinaren osagaiak: prentsa (alanbre magnetizatuaren paketea barne), ponpa hidraulikoaren estazioa, kontrol-armairu elektrikoa, injekzio- eta nahasketa-sistema, huts-tangaren egitura; moldearen markoa, pieza hutsak automatikoki kentzeko makina.
Whatsapp: +86 176 0282 8986
Oinarrizko zehaztapen teknikoak
1) Engranaje-ponparen servo-sistema hidraulikoa presio-olioa hozteko erabiltzen da, prentsa denbora luzez etengabe erabiltzen denean presioa, egonkortasuna eta fidagarritasuna bermatzeko;
2) Energia-kontsumo txikia eta energia-aurrezpena. Makina osoaren energia-kontsumoa 150 tonako prentsaren antzekoa da, eta txandako irteera % 53 handiagoa da 150 tonako prentsarena baino;
3) Moldearen oinarri estandarra ostalarian finkatuta dago, eta moldearen piezak azkar desmuntatu eta ordezkatu daitezke moldea ordezkatzen denean, eta moldearen oinarria eta moldea independenteak dira;
4) Gorputz nagusia altzairu urtuzkoa da (edo burdinurtuzkoa), eta goiko eta beheko lan-mahaiak, molde-oinarriak, alanbre magnetizatuz bildutako burdin nukleoak, etab. altzairu urtuzko piezak dira. Erresistentzia mekaniko handia, egitura trinkoa, instalazio-eremu txikia, eskuz edo automatikoki hutsik hartzeko egokia;
5) Unitate nagusia lau zutabeko egitura da, goiko aldean muntatutako airez hoztutako alanbre-pakete bat hartzen duena.
6) Ukipen-pantaila eta sentsorea hartu gizaki-makina interfazea gauzatzeko, arazketa erosoa eta azkarra da;
7) Presio handiko ponpaketa-estazioaren osagai hidraulikoek Italiako balbula teknikoak erabiltzen dituzte,
8) Asetu ur gutxiko lohia (% 34ko ur edukia) injekzio automatikoa, xurgapen egonkorra eta fidagarria
Enpresaren kasua


Makinaren parametroak
| Izena | Unitatea | Balioa | |
| Modeloa | / | YF-230T | |
| Goiko zilindroaren indarra | KN | 2300 | |
| Goiko zilindroaren diametroa | mm | 360 | |
| Goiko zilindroaren ibilbidea | mm | 495 | |
| Zilindro-indarra txikiagoa | KN | 1000 | |
| Zilindroaren diametro txikiagoa | mm | 250 | |
| Zilindroaren beheko ibilbidea | mm | 145 | |
| Ahari-abiadura | Itxiera | mm/s | >180 |
| Hurbilketa motela | mm/s | 2-10 | |
| Sakatuz motel | mm/s | 0,02-1,5 (erregulagarria) | |
| Sakatzea azkarra | mm/s | 0.1-2.5 (erregulagarria) | |
| Itzuli | mm/s | >90 | |
| Kanporatze-abiadura | Kanpora bota | mm/s | 20 |
| Itzuli | mm/s | 35 | |
| Goiko eta beheko lan-mahaiaren gehienezko espazio librea | mm | 1080 | |
| Lan-mahaiaren neurria (luzera X zabalera) | mm | 1460×860 | |
| Goiko aldean muntatutako airez hoztutako kable paketea | / | Airez hoztutako magnetizazio-bobina 100.000 ampere-bira | |
| Injekzio-ponparen injekzio-bolumena maximoa | L | 4.1 | |
| Nahasgailuaren gehienezko karga | L | 180 | |
| Makina osoaren potentzia osoa | KW | 65 | |
| Moldearen oinarria | / | Moldeen oinarrien arteko 550 mm-ko tartea, altuera 300 mm | |
| Ziklo-denbora | S | <60 | |
Zutabea

Gida-zutabeak (pilareak) honako hauek izango dira:C45 bero forjatzeko altzairuaeta 0,08 mm-ko lodierako kromo estaldura gogorra dute. Eta gogortze eta tenplatze tratamendua egiten dute.
Gorputz nagusia
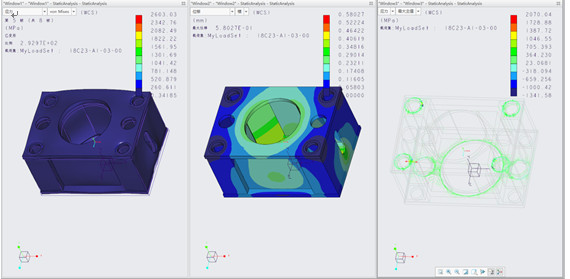
Makina osoaren diseinuak ordenagailu bidezko optimizazio diseinua eta elementu finituekin egindako analisiak hartzen ditu. Ekipamenduaren erresistentzia eta zurruntasuna onak dira, eta itxura ere ona da. Makina-gorputzeko soldatutako pieza guztiak Q345B altzairuzko xafla kalitate handikoarekin soldatuta daude, eta karbono dioxidoarekin soldatuta dago soldaduraren kalitatea bermatzeko.
Zilindroa
| Piezak | Fezaugarri |
| Zilindro-upela |
|
| Pistoi-barra |
|
| Fokak | Hartu Japoniako NOK markako kalitatezko zigilatzeko eraztuna |
| Pistoia | Kobrezko estaldurak gidatuta, higadura-erresistentzia ona du, zilindroaren funtzionamendu luzea bermatuz |
Servo sistema
1. Servo Sistemaren Konposizioa

Servo Kontrolaren Printzipioa
Zilindro nagusiaren goiko ganberak presio-sentsore bat du, eta desplazamendu-sentsorearen kontrolagailu bat. Presio-feedback seinalearen, posizio-feedback seinalearen, presio-seinalearen, posizio-seinalearen eta abiadura-seinalearen arabera, servo-motorraren biraketa-abiadura kalkulatzen da, eta ponparen irteera kontrolatzen da presioa, abiadura eta posizioa kontrolatzeko.
Prentsak PID sistema erabiltzen du presioa eta posizioa doitzeko, servo motorraren abiaduraren bidez, begizta itxiko kontrolaren aurretik. Servo motorraren abiadura doitzean, prentsa hidraulikoaren presioa, abiadura, posizioa eta beste parametro batzuk kontrola daitezke, presio-kontrol balbula, fluxu-kontrol balbula eta kontrol hidraulikoaren zirkuituan dauden beste osagai batzuk ezabatuz, sinplifikatuz.
3. Servo Sistemaren abantailak
Energia aurreztea
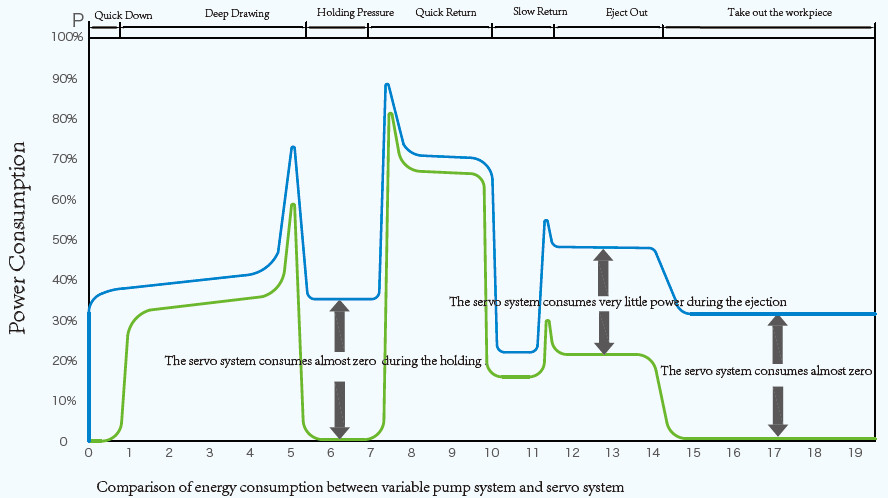
Ponpa aldakor tradizionalaren sistemarekin alderatuta, servo olio ponpa sistemak servo motorraren abiadura erregulatzeko ezaugarri azkarrak eta olio ponpa hidraulikoaren autoerregulazio olio presioaren ezaugarriak konbinatzen ditu, eta horrek energia aurrezteko potentzial handia dakar, eta energiaaurrezki-tasa % 30-% 80ra irits daiteke.
Eraginkorra
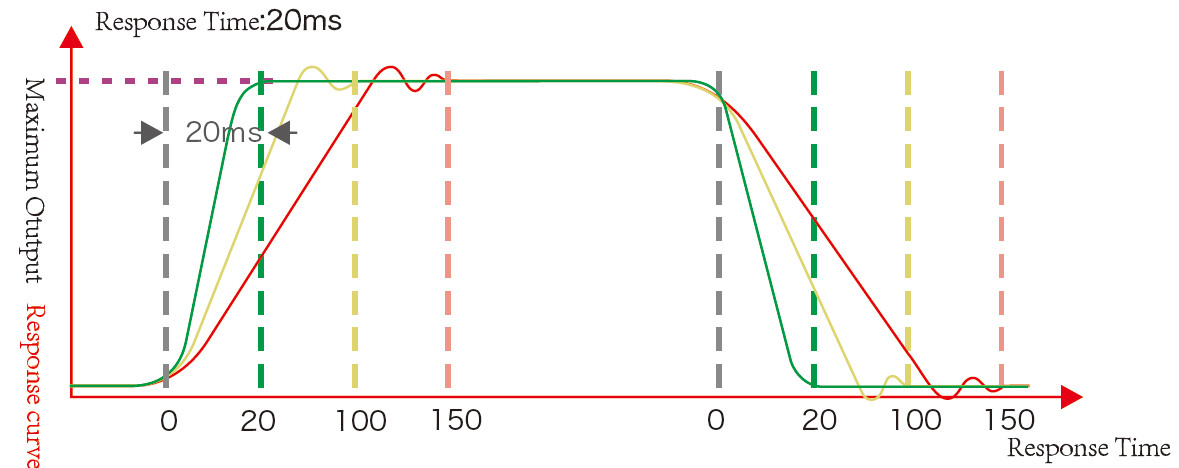
Erantzun-abiadura azkarra da eta erantzun-denbora 20 ms bezain laburra da, eta horrek sistema hidraulikoaren erantzun-abiadura hobetzen du.
Zehaztasuna
Erantzun-abiadura azkarrak irekiera eta itxiera zehaztasuna bermatzen du, posizioaren zehaztasuna 0,1 mm-ra irits daiteke eta funtzio berezien kokapenaren zehaztasuna ± 0,01 mm-ra irits daiteke.
Zehaztasun handiko eta erantzun handiko PID algoritmoaren moduluak sistemaren presio egonkorra eta ±0,5 bar baino gutxiagoko presio-gorabeherak bermatzen ditu, produktuaren kalitatea hobetuz.
Ingurumenaren babesa
Zarata: Sistema hidraulikoaren batez besteko zarata jatorrizko ponpa aldakorrarena baino 15-20 dB txikiagoa da.
Tenperatura: Servo sistema erabili ondoren, olio hidraulikoaren tenperatura orokorra jaisten da, eta horrek zigilu hidraulikoaren bizitza hobetzen du edo hozkailuaren potentzia murrizten du.
Programa
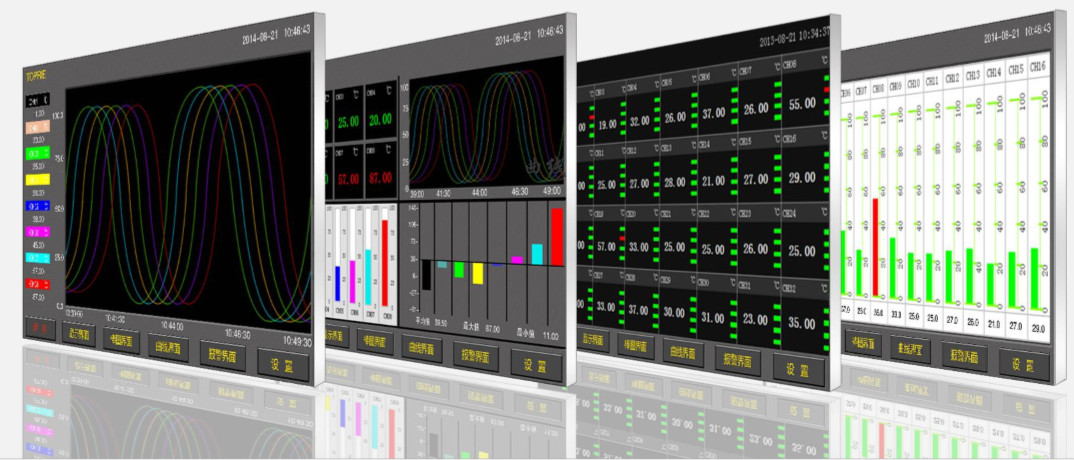
Pantaila anitzeko industria-ordenagailuak prentsaren prozesu-parametro nagusiak eta akatsen jakinarazpenak jasotzen ditu, batez ere oinarrizko informazio hau barne:

●Kurba(Mpa、℃)● Pasahitz bidez babestua ● Pantaila digitala ● Datuen trazabilitatea
| Plaka posizioa, 0 guztiz irekita dagoenean Ziklo tenporizadorea Aire-ihesa | Sendatze zikloa, programaren etapa. Pintza-presioa Abiadura
|
Segurtasun gailua

Aurrealdeko eta atzeko segurtasun-babes fotoelektrikoa

Irristailuaren blokeoa TDC-n

Bi eskuko funtzionamendurako euskarria

Aseguru Zirkuitu Hidraulikoa

Gainkarga Babesa: Segurtasun Balbula

Likido mailaren alarma: olio maila

Olioaren tenperaturaren abisua

Zati elektriko bakoitzak gainkarga-babesa du

Segurtasun blokeak

Azkoin blokeatzaileak pieza mugikorretarako ematen dira
Sakatzeko ekintza guztiek segurtasun-blokeo funtzioa dute, adibidez, lan-mahai mugikorrak ez du funtzionatuko kuxina hasierako posiziora itzuli arte. Irristailua ezin da sakatu lan-mahai mugikorra sakatzen ari denean. Gatazka gertatzen denean, alarma agertuko da ukipen-pantailan eta gatazka zein den erakutsiko du.
Sistema hidraulikoa

Ezaugarria
1. Olio-tangak hozte behartuko iragazketa sistema ezarri du (olio-hozkailuaren bidez hoztea, olioaren tenperatura ≤55 ℃, ziurtatu makinak 24 ordutan etengabe sakatu dezakeela).
2. Sistema hidraulikoak kartutxo-balbula kontrol sistema integratua hartzen du, erantzun-abiadura azkarra eta transmisio-eraginkortasun handia duena.
3. Olio-tangak aire-iragazki bat du kanpoaldearekin komunikatzeko, olio hidraulikoa kutsa ez dadin.
4. Betetze-balbularen eta erregai-deposituaren arteko konexioak juntura malgu bat erabiltzen du bibrazioa erregai-depositura transmititzea saihesteko eta olio-ihesen arazoa guztiz konpontzeko.
5. Olio hidraulikoaren hodia batez ere altzairuzko hodi junturagabez egina dago, eta diametro handiko olio-bidea bridaz egina dago. Hodiaren konexioa ahalik eta gehien SAE bridaz lotzen da. Soldadura-efektu oneko soldadura motakoa da eta soldadura txarrak eragindako olio-ihes arazoa modu eraginkorrean konpontzen du.







