

મેટલ પાવડર બનાવતી હાઇડ્રોલિક પ્રેસ

મોલ્ડ ફ્રેમ
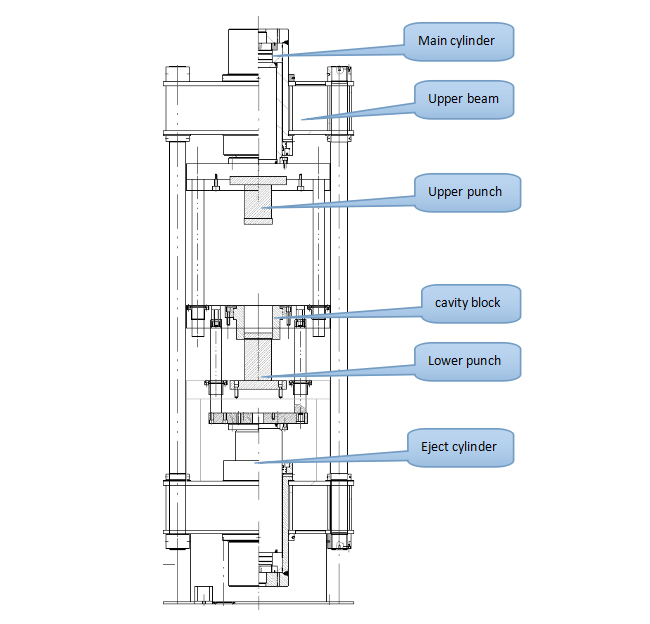
૧) મોલ્ડ બેઝ મુખ્યત્વે ૪૦Cr અને ૪૫# સ્ટીલનો બનેલો છે જેમાં ફોર્જિંગ, ટર્નિંગ અને બારીક ગ્રાઇન્ડીંગનો ઉપયોગ કરવામાં આવે છે જેથી પૂરતી સ્ટીલ અને મેચિંગ ચોકસાઇ સુનિશ્ચિત થાય. ગાઇડ સપાટી સપાટીને ઘર્ષણથી બચાવવા માટે મટીરીયલ ડિફરન્શિયેશન અપનાવે છે, જેમ કે કોપર ગાઇડ સ્લીવ. Cr સાથે.
2) મોલ્ડ ફ્રેમનો ઉપરનો મોલ્ડ ભાગ એક જ ઉપલા પંચ છે, અને ઉપલા પંચ સીધા ઉપલા પંચ સ્લાઇડ પર નિશ્ચિત છે; સ્ત્રી મોલ્ડ નકારાત્મક નમૂનામાં નિશ્ચિત છે, અને દબાવવાની પ્રક્રિયામાં સક્રિય ફ્લોટિંગ સપ્રેશન અને ફરજિયાત ફ્લોટિંગ સપ્રેશન બંને કરવામાં આવે છે. મનસ્વી રીતે પસંદ કરેલ, "પાઉડરિંગ", ફ્લોટિંગ સપ્રેશન, પ્રેશર હોલ્ડિંગ વિલંબ, પ્રેશર રિલીફ વિલંબ, વગેરે દબાવતી વખતે અનુભવી શકાય છે. પાવડર ખસેડતી વખતે, ઉપલા અને નીચલા ફ્લોટિંગ નકારાત્મક મોલ્ડ ઉપલા પંચ સાથે સુમેળમાં તરતા હોય છે.
૩) ડિમોલ્ડિંગ પદ્ધતિમાં પસંદગી માટે સામાન્ય ડિમોલ્ડિંગ અને પ્રોટેક્શન ડિમોલ્ડિંગ હોય છે; માદા ફૂગ અને અંડરશૂટમાં એકસાથે ડિમોલ્ડિંગ હોય છે અને માદા ફૂગને સીધા જ છોડવા માટે નીચે ખેંચવામાં આવે છે, અને માદા ફૂગનું સક્રિય મોલ્ડ રિલીઝ ઉત્પાદનને સરળતાથી નુકસાન થવાથી વધુ સારી રીતે સુરક્ષિત કરવા માટે ફાયદાકારક છે.
૪) ફીડિંગ ઊંચાઈ, પ્રોડક્ટ પ્રેસિંગ ઊંચાઈ અને ડિમોલ્ડિંગ પોઝિશન ડિસ્પ્લેસમેન્ટ સેન્સરનો ઉપયોગ પોઝિશન અને પીએલસી પ્રોગ્રામ કંટ્રોલ ચોકસાઈ શોધવા માટે કરે છે, અને યાંત્રિક ઉપકરણ મર્યાદા સાથે.
૫) ફ્લોટિંગ પ્લેટ અને મોલ્ડ ફ્રેમના કેવિટી બ્લોક વચ્ચેના સાંધા પર એક સંયુક્ત બિન-ધાતુ સામગ્રી સ્થાપિત કરવામાં આવે છે, અને સંયુક્ત બિન-ધાતુ સામગ્રીને ફીડિંગ શૂ અને સ્ટોરેજ હોપરમાં અલગ કરવામાં આવે છે, અને બધા ધાતુના ભાગો કાચા માલના પાવડરના સંપર્કમાં નથી.
ખોરાક આપવાની વ્યવસ્થા
1. ફીડિંગ સિસ્ટમમાં 6 હોપર્સ હશે, અને દરેક હોપર અલગ અલગ કાચો માલ લોડ કરશે.
2. હોપર ફેરવી શકાય છે, અને તેમાં સારી સીલિંગ છે.
3. કાચા માલનું ઓટોમેટિક લોડિંગ, દર 5-10 સ્ટ્રોક.
૪. હોપર વર્કિંગ ક્વોન્ટિટી HMI પર સેટ કરી શકાય છે, ૧,૨,૩ …૧૦, એકસાથે કામ કરીને.
મશીનની ટોચ પર 5.6 મોટા હોપર્સ લગાવવામાં આવશે, દરેક હોપર 15 કિલો પાવડર લોડ કરી શકે છે.

સ્તંભ

માર્ગદર્શિકા સ્તંભો (સ્તંભો) આમાંથી બનાવવામાં આવશેC45 હોટ ફોર્જિંગ સ્ટીલઅને હાર્ડ ક્રોમ કોટિંગની જાડાઈ 0.08 મીમી છે. અને હાર્ડનિંગ અને ટેમ્પરિંગ ટ્રીટમેન્ટ કરો.
ઉત્પાદન ધોરણો
જેબી/ટી૩૮૧૮-૯૯《હાઇડ્રોલિક પ્રેસની તકનીકી શરતો》
GB5226.1-2002《મશીનરીની સલામતી - યાંત્રિક અને વિદ્યુત ઉપકરણો - ભાગ 1: સામાન્ય તકનીકી આવશ્યકતાઓ》
જીબી/ટી ૩૭૬૬-૨૦૦૧《હાઇડ્રોલિક સિસ્ટમ્સ માટે સામાન્ય તકનીકી આવશ્યકતાઓ》
જીબી૧૭૧૨૦-૯૭《પ્રેસ મશીનરી સલામતી તકનીકી આવશ્યકતાઓ》
JB9967-99《હાઇડ્રોલિક મશીન અવાજ મર્યાદા》
મુખ્ય ભાગ
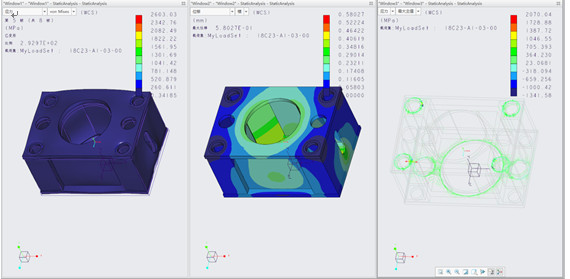
આખા મશીનની ડિઝાઇન કોમ્પ્યુટર ઓપ્ટિમાઇઝેશન ડિઝાઇન અપનાવે છે અને મર્યાદિત તત્વ સાથે વિશ્લેષણ કરે છે. સાધનોની મજબૂતાઈ અને કઠોરતા સારી છે, અને દેખાવ સારો છે. મશીન બોડીના બધા વેલ્ડેડ ભાગો ઉચ્ચ-ગુણવત્તાવાળી સ્ટીલ મિલ Q345B સ્ટીલ પ્લેટ દ્વારા વેલ્ડ કરવામાં આવે છે, જે વેલ્ડીંગ ગુણવત્તા સુનિશ્ચિત કરવા માટે કાર્બન ડાયોક્સાઇડથી વેલ્ડ કરવામાં આવે છે.
સિલિન્ડર
| ભાગો | Fખાવું |
| સિલિન્ડર બેરલ |
|
| પિસ્ટન રોડ |
|
| સીલ | જાપાનીઝ NOK બ્રાન્ડ ગુણવત્તાવાળી સીલિંગ રિંગ અપનાવો |
| પિસ્ટન | કોપર પ્લેટિંગ, સારી ઘસારો પ્રતિકાર દ્વારા માર્ગદર્શન, સિલિન્ડરના લાંબા ગાળાના સંચાલનને સુનિશ્ચિત કરે છે. |
સર્વો સિસ્ટમ
૧. સર્વો સિસ્ટમ રચના

2. સર્વો સિસ્ટમના ફાયદા
ઉર્જા બચત
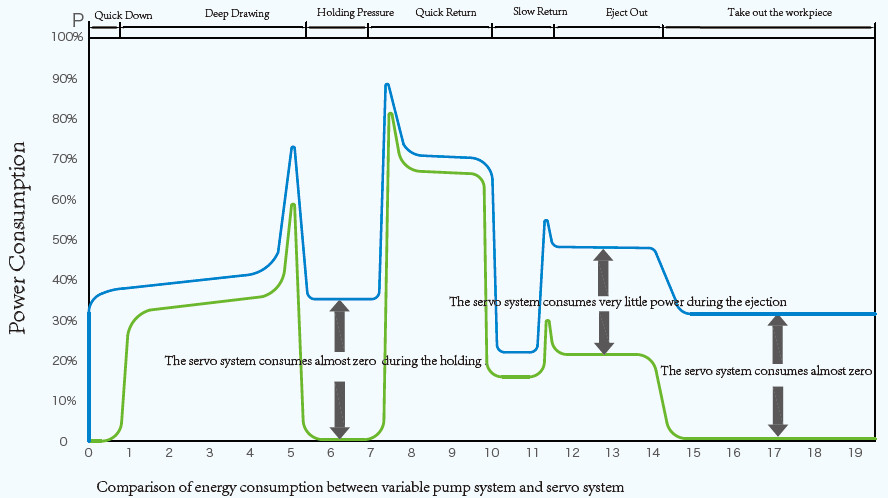
પરંપરાગત ચલ પંપ સિસ્ટમની તુલનામાં, સર્વો ઓઇલ પંપ સિસ્ટમ સર્વો મોટરની ઝડપી સ્ટેપલેસ સ્પીડ રેગ્યુલેશન લાક્ષણિકતાઓ અને હાઇડ્રોલિક ઓઇલ પંપની સ્વ-નિયમનકારી ઓઇલ પ્રેશર લાક્ષણિકતાઓને જોડે છે, જે વિશાળ ઊર્જા બચત ક્ષમતા લાવે છે, અને ઊર્જાબચત દર 30%-80% સુધી પહોંચી શકે છે.
કાર્યક્ષમ
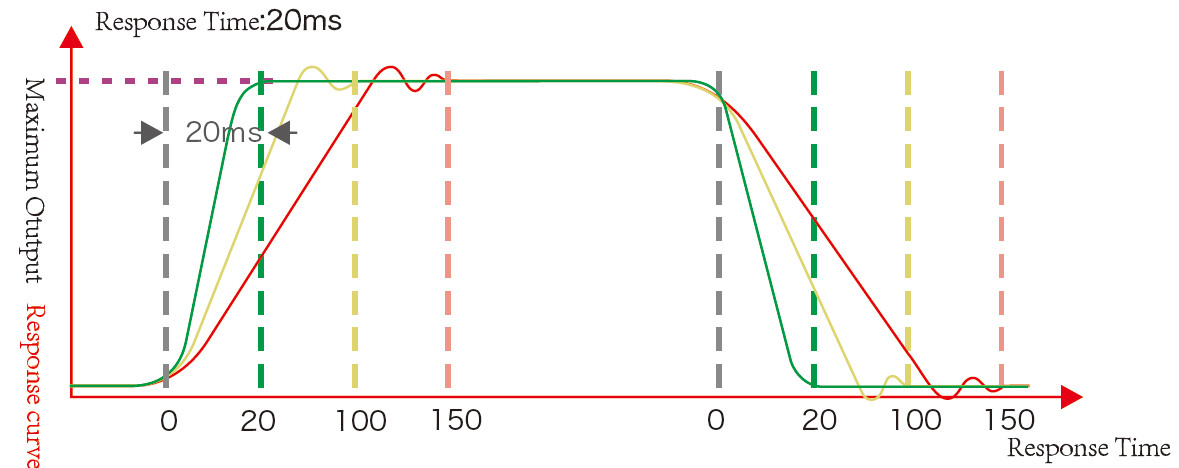
પ્રતિભાવ ગતિ ઝડપી છે અને પ્રતિભાવ સમય 20ms જેટલો ટૂંકો છે, જે હાઇડ્રોલિક સિસ્ટમની પ્રતિભાવ ગતિમાં સુધારો કરે છે.
ચોકસાઇ
ઝડપી પ્રતિભાવ ગતિ ઉદઘાટન અને બંધ થવાની ચોકસાઈની ખાતરી આપે છે, સ્થિતિ ચોકસાઈ 0.1 મીમી સુધી પહોંચી શકે છે, અને ખાસ કાર્ય સ્થિતિ સ્થિતિ ચોકસાઈ પહોંચી શકે છે±0.01 મીમી.
ઉચ્ચ-ચોકસાઇ, ઉચ્ચ-પ્રતિભાવ PID અલ્ગોરિધમ મોડ્યુલ સ્થિર સિસ્ટમ દબાણ અને દબાણ વધઘટને ઓછા સુનિશ્ચિત કરે છે±0.5 બાર, ઉત્પાદનની ગુણવત્તામાં સુધારો.
પર્યાવરણીય સંરક્ષણ
ઘોંઘાટ: હાઇડ્રોલિક સર્વો સિસ્ટમનો સરેરાશ ઘોંઘાટ મૂળ ચલ પંપ કરતા 15-20 ડીબી ઓછો હોય છે.
તાપમાન: સર્વો સિસ્ટમનો ઉપયોગ કર્યા પછી, હાઇડ્રોલિક તેલનું તાપમાન એકંદરે ઘટાડવામાં આવે છે, જે હાઇડ્રોલિક સીલનું જીવન વધારે છે અથવા કુલરની શક્તિ ઘટાડે છે.
સલામતી ઉપકરણ

ફોટો-ઇલેક્ટ્રિકલ સેફ્ટી ગાર્ડ આગળ અને પાછળ

TDC પર સ્લાઇડ લોકીંગ

બે હાથે કામ કરવાનો સ્ટેન્ડ

હાઇડ્રોલિક સપોર્ટ ઇન્શ્યોરન્સ સર્કિટ

ઓવરલોડ પ્રોટેક્શન: સેફ્ટી વાલ્વ

પ્રવાહી સ્તરનું એલાર્મ: તેલનું સ્તર

તેલ તાપમાન ચેતવણી

દરેક વિદ્યુત ભાગમાં ઓવરલોડ સુરક્ષા હોય છે

સલામતી બ્લોક્સ

ગતિશીલ ભાગો માટે લોક નટ્સ આપવામાં આવે છે.
પ્રેસની બધી ક્રિયાઓમાં સલામતી ઇન્ટરલોક કાર્ય હોય છે, દા.ત. મુવેબલ વર્કટેબલ કામ કરશે નહીં જ્યાં સુધી ગાદી મૂળ સ્થિતિમાં પાછી ન આવે. જ્યારે મુવેબલ વર્કટેબલ દબાવતું હોય ત્યારે સ્લાઇડ દબાવી શકાતી નથી. જ્યારે સંઘર્ષ કામગીરી થાય છે, ત્યારે ટચ સ્ક્રીન પર એલાર્મ દેખાય છે અને સંઘર્ષ શું છે તે બતાવે છે.
હાઇડ્રોલિક સિસ્ટમ
૧. તેલ ટાંકીમાં ફરજિયાત કૂલિંગ ફિલ્ટરિંગ સિસ્ટમ (ઔદ્યોગિક પ્લેટ-પ્રકારનું પાણી ઠંડક ઉપકરણ, પાણીનું પરિભ્રમણ કરીને ઠંડુ કરવું, તેલનું તાપમાન≤૫૫℃, ખાતરી કરો કે મશીન ૨૪ કલાકમાં સતત દબાવી શકે છે.) સેટ કરવામાં આવી છે.
2. હાઇડ્રોલિક સિસ્ટમ ઝડપી પ્રતિભાવ ગતિ અને ઉચ્ચ ટ્રાન્સમિશન કાર્યક્ષમતા સાથે સંકલિત કારતૂસ વાલ્વ નિયંત્રણ સિસ્ટમ અપનાવે છે.
૩. હાઇડ્રોલિક તેલ પ્રદૂષિત ન થાય તેની ખાતરી કરવા માટે તેલ ટાંકી બહારથી વાતચીત કરવા માટે એર ફિલ્ટરથી સજ્જ છે.
4. ફિલિંગ વાલ્વ અને ઇંધણ ટાંકી વચ્ચેનું જોડાણ લવચીક સાંધાનો ઉપયોગ કરે છે જેથી ઇંધણ ટાંકીમાં વાઇબ્રેશન ટ્રાન્સમિટ થતું અટકાવી શકાય અને તેલ લિકેજની સમસ્યાને સંપૂર્ણપણે હલ કરી શકાય.








