

ধাতব গুঁড়া গঠনকারী হাইড্রোলিক প্রেস

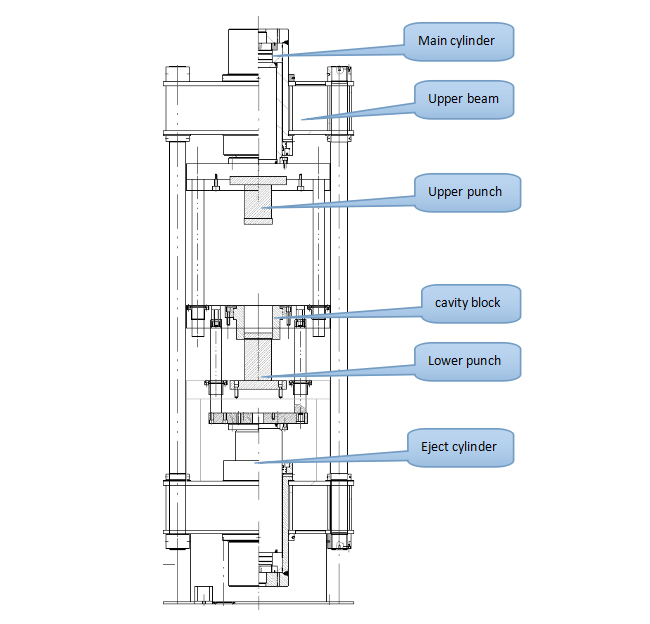
ছাঁচের কাঠামো
১) ছাঁচের ভিত্তিটি প্রধানত ৪০সিআর (40Cr) এবং ৪৫# (45#) ইস্পাত দিয়ে ফোর্জিং, টার্নিং এবং সূক্ষ্ম গ্রাইন্ডিংয়ের মাধ্যমে তৈরি করা হয়, যা পর্যাপ্ত ইস্পাত এবং সঠিক সামঞ্জস্য নিশ্চিত করে। গাইডের পৃষ্ঠতলকে ঘর্ষণ থেকে রক্ষা করার জন্য বিভিন্ন উপাদান ব্যবহার করা হয়, যেমন তামার গাইড স্লিভ। ক্রোমিয়াম (Cr) সহ।
২) মোল্ড ফ্রেমের উপরের অংশটি একটি একক আপার পাঞ্চ, এবং আপার পাঞ্চটি সরাসরি আপার পাঞ্চ স্লাইডে স্থির করা থাকে; ফিমেল মোল্ডটি নেগেটিভ টেমপ্লেটে স্থির করা হয়, এবং প্রেসিং প্রক্রিয়ায় সক্রিয় ফ্লোটিং সাপ্রেশন ও জোরপূর্বক ফ্লোটিং সাপ্রেশন উভয়ই সম্পাদন করা হয়। প্রেসিং করার সময় ইচ্ছামতো "পাউডারিং", ফ্লোটিং সাপ্রেশন, প্রেসার হোল্ডিং ডিলে, প্রেসার রিলিফ ডিলে ইত্যাদি বাস্তবায়ন করা যায়। পাউডার সরানোর সময়, উপরের এবং নীচের ফ্লোটিং নেগেটিভ মোল্ডগুলো আপার পাঞ্চের সাথে একযোগে ফ্লোট করে।
৩) ছাঁচ খোলার পদ্ধতিতে সাধারণ ছাঁচ খোলা এবং সুরক্ষামূলক ছাঁচ খোলার বিকল্প রয়েছে; ফিমেল মোল্ড এবং আন্ডারশুট একই সাথে খোলা যায় এবং ফিমেল মোল্ডটিকে নিচে টেনে সরাসরি ছাঁচটি ছাড়িয়ে নেওয়া যায়, এবং ফিমেল মোল্ডের সক্রিয় ছাঁচ ছাড়ানোর ব্যবস্থাটি পণ্যকে সহজে ক্ষতিগ্রস্ত হওয়া থেকে আরও ভালোভাবে রক্ষা করতে সহায়ক।
৪) ফিডিং উচ্চতা, পণ্য প্রেসিং উচ্চতা এবং ডিমোল্ডিং অবস্থান নির্ণয় ও পিএলসি প্রোগ্রাম নিয়ন্ত্রণের নির্ভুলতা নিশ্চিত করতে ডিসপ্লেসমেন্ট সেন্সর ব্যবহার করা হয় এবং এতে যান্ত্রিক ডিভাইসের সীমা থাকে।
৫) মোল্ড ফ্রেমের ফ্লোটিং প্লেট এবং ক্যাভিটি ব্লকের সংযোগস্থলে একটি যৌগিক অধাতব উপাদান স্থাপন করা হয়, এবং এই যৌগিক অধাতব উপাদানটি ফিডিং শু এবং স্টোরেজ হপারে বিচ্ছিন্ন থাকে, ফলে সমস্ত ধাতব অংশ কাঁচামালের গুঁড়োর সংস্পর্শে আসে না।
খাওয়ানোর ব্যবস্থা
১. ফিডিং সিস্টেমটিতে ৬টি হপার থাকবে এবং প্রতিটি হপারে ভিন্ন ভিন্ন কাঁচামাল লোড করা হবে।
২. হপারটি ঘোরানো যায় এবং এর সিলিং ব্যবস্থা ভালো।
৩. প্রতি ৫-১০ স্ট্রোক পর পর কাঁচামালের স্বয়ংক্রিয় লোডিং।
৪. HMI-তে হপারের কার্যক্ষম সংখ্যা ১, ২, ৩ … ১০ পর্যন্ত সেট করা যায়, যেগুলো একসাথে কাজ করে।
মেশিনের উপরে ৫.৬টি বড় হপার স্থাপন করা হবে, প্রতিটি হপারে ১৫ কেজি পাউডার লোড করা যাবে।

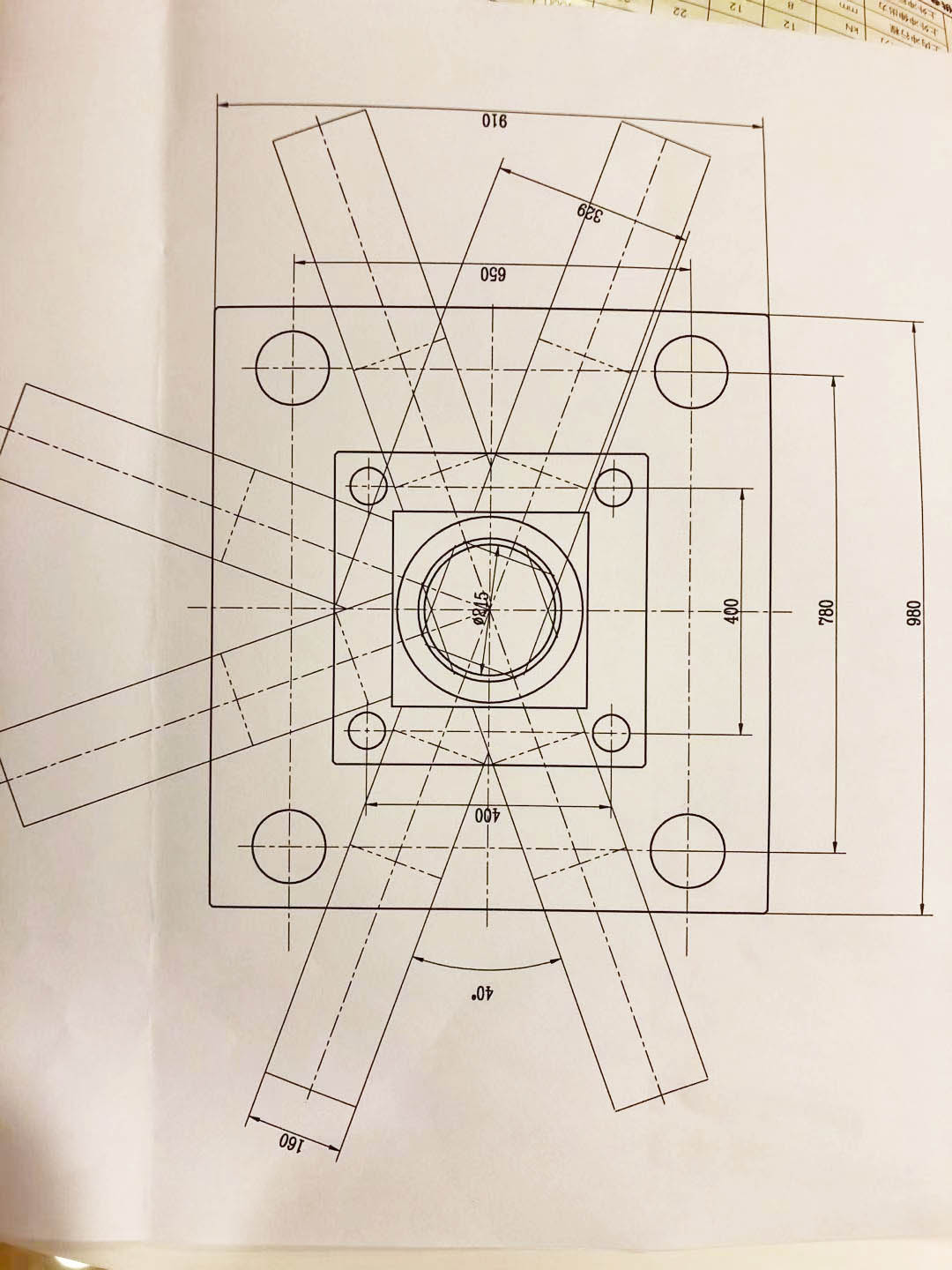
স্তম্ভ

নির্দেশক স্তম্ভগুলো তৈরি করা হবেC45 হট ফোর্জিং স্টিলএবং এর উপর ০.০৮ মিমি পুরুত্বের একটি হার্ড ক্রোম কোটিং রয়েছে। এবং হার্ডেনিং ও টেম্পারিং ট্রিটমেন্ট করা হয়।
উৎপাদন মান
জেবি/টি৩৮১৮-৯৯《হাইড্রোলিক প্রেসের প্রযুক্তিগত শর্তাবলী》
জিবি৫২২৬.১-২০০২《যন্ত্রপাতির নিরাপত্তা-যান্ত্রিক ও বৈদ্যুতিক সরঞ্জাম-পর্ব ১: সাধারণ প্রযুক্তিগত প্রয়োজনীয়তা》
জিবি/টি ৩৭৬৬-২০০১《হাইড্রোলিক সিস্টেমের জন্য সাধারণ প্রযুক্তিগত প্রয়োজনীয়তা》
জিবি১৭১২০-৯৭《প্রেস মেশিনারির নিরাপত্তা সংক্রান্ত প্রযুক্তিগত প্রয়োজনীয়তা》
JB9967-99《হাইড্রোলিক মেশিনের শব্দের সীমা》
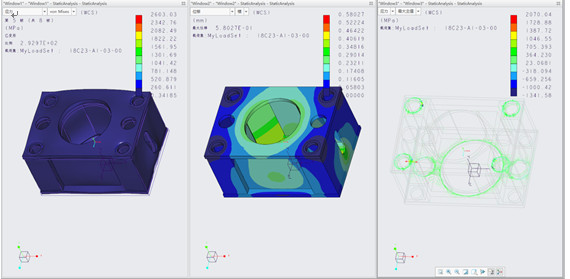
মূল অংশ
সম্পূর্ণ যন্ত্রটির নকশা কম্পিউটার অপটিমাইজেশন ডিজাইন পদ্ধতিতে করা হয়েছে এবং ফাইনাইট এলিমেন্ট বিশ্লেষণের মাধ্যমে তৈরি। যন্ত্রটির শক্তি ও দৃঢ়তা ভালো এবং এর বাহ্যিক রূপও সুন্দর। যন্ত্রটির কাঠামোর সমস্ত ঝালাই করা অংশ উচ্চমানের স্টিল মিলের Q345B স্টিল প্লেট দিয়ে ঝালাই করা হয়েছে, যা ঝালাইয়ের মান নিশ্চিত করার জন্য কার্বন ডাই অক্সাইড ব্যবহার করে ঝালাই করা হয়।
সিলিন্ডার
| অংশ | Fবৈশিষ্ট্য |
| সিলিন্ডার ব্যারেল |
|
| পিস্টন রড |
|
| সীল | জাপানি NOK ব্র্যান্ডের উন্নত মানের সিলিং রিং ব্যবহার করা হয়েছে। |
| পিস্টন | তামার প্রলেপ দ্বারা পরিচালিত, ভালো ক্ষয় প্রতিরোধ ক্ষমতা সিলিন্ডারের দীর্ঘমেয়াদী কার্যকারিতা নিশ্চিত করে। |
সার্ভো সিস্টেম
১. সার্ভো সিস্টেমের গঠন

২. সার্ভো সিস্টেমের সুবিধাসমূহ
শক্তি সাশ্রয়
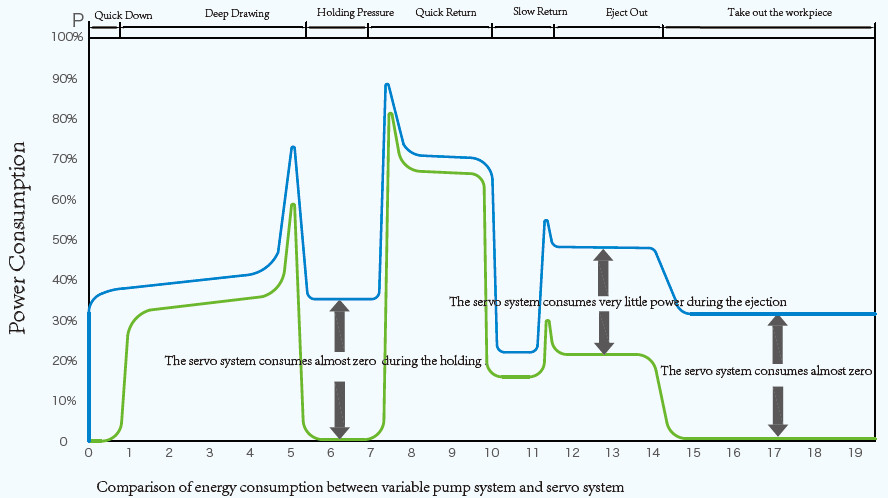
প্রচলিত ভেরিয়েবল পাম্প সিস্টেমের তুলনায়, সার্ভো অয়েল পাম্প সিস্টেম সার্ভো মোটরের দ্রুত অবিচ্ছিন্ন গতি নিয়ন্ত্রণের বৈশিষ্ট্য এবং হাইড্রোলিক অয়েল পাম্পের স্ব-নিয়ন্ত্রিত তেলের চাপের বৈশিষ্ট্যকে একত্রিত করে, যা বিপুল শক্তি সাশ্রয়ের সম্ভাবনা নিয়ে আসে।সঞ্চয়ের হার ৩০%-৮০% পর্যন্ত হতে পারে।.
দক্ষ
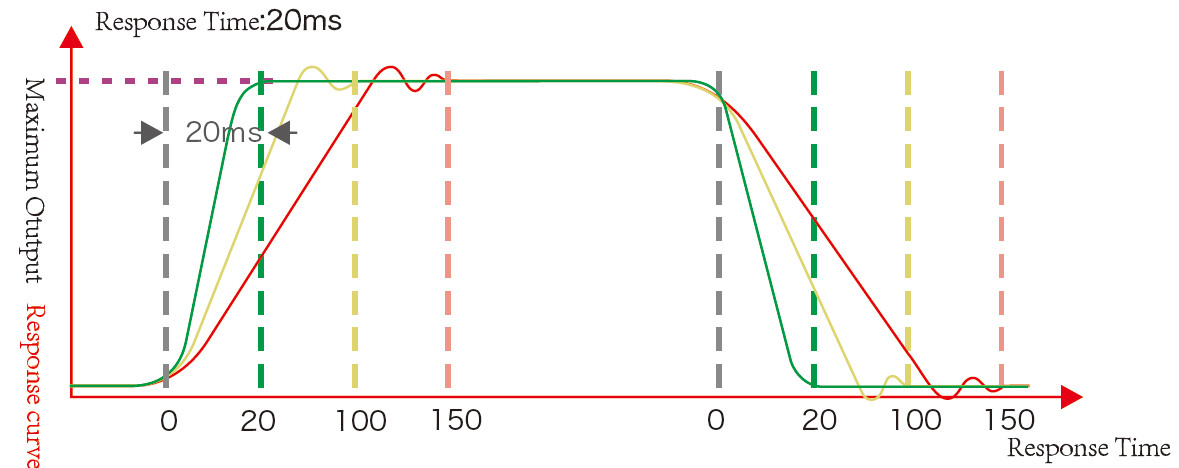
এর প্রতিক্রিয়া গতি দ্রুত এবং প্রতিক্রিয়া সময় মাত্র ২০ মিলিসেকেন্ড, যা হাইড্রোলিক সিস্টেমের প্রতিক্রিয়া গতি উন্নত করে।
নির্ভুলতা
দ্রুত সাড়া দেওয়ার গতি খোলা এবং বন্ধ করার নির্ভুলতা নিশ্চিত করে, অবস্থানের নির্ভুলতা ০.১ মিমি পর্যন্ত হতে পারে, এবং বিশেষ ফাংশনের অবস্থান নির্ণয়ের নির্ভুলতা পর্যন্ত পৌঁছাতে পারে।±০.০১ মিমি.
উচ্চ-নির্ভুল ও উচ্চ-প্রতিক্রিয়াশীল পিআইডি অ্যালগরিদম মডিউল স্থিতিশীল সিস্টেম চাপ এবং চাপের ওঠানামা কম নিশ্চিত করে।±০.৫ বারপণ্যের গুণমান উন্নত করা।
পরিবেশ সুরক্ষা
শব্দ: হাইড্রোলিক সার্ভো সিস্টেমের গড় শব্দ মূল ভেরিয়েবল পাম্পের তুলনায় ১৫-২০ ডিবি কম।
তাপমাত্রা: সার্ভো সিস্টেম ব্যবহারের পর হাইড্রোলিক তেলের তাপমাত্রা সামগ্রিকভাবে কমে যায়, যা হাইড্রোলিক সিলের আয়ু বাড়ায় অথবা কুলারের শক্তি খরচ কমায়।
নিরাপত্তা ডিভাইস

ফটো-ইলেকট্রিক্যাল সেফটি গার্ড সামনে ও পিছনে

TDC-তে স্লাইড লকিং

দুই হাতে পরিচালনার স্ট্যান্ড

হাইড্রোলিক সাপোর্ট ইন্স্যুরেন্স সার্কিট

ওভারলোড সুরক্ষা: নিরাপত্তা ভালভ

তরল স্তরের অ্যালার্ম: তেলের স্তর

তেলের তাপমাত্রা সতর্কতা

প্রতিটি বৈদ্যুতিক যন্ত্রাংশে ওভারলোড সুরক্ষা রয়েছে।

নিরাপত্তা ব্লক

চলমান অংশগুলোর জন্য লক নাট সরবরাহ করা হয়।
প্রেসের সমস্ত কার্যকলাপে সেফটি ইন্টারলক ফাংশন রয়েছে, যেমন, কুশনটি তার প্রাথমিক অবস্থানে ফিরে না আসা পর্যন্ত চলনযোগ্য ওয়ার্কটেবিল কাজ করবে না। চলনযোগ্য ওয়ার্কটেবিলে চাপ দেওয়া থাকলে স্লাইড চাপা যাবে না। যখন কোনো সাংঘর্ষিক কার্যকলাপ ঘটে, তখন টাচ স্ক্রিনে অ্যালার্ম জ্বলে ওঠে এবং কী কারণে সংঘাতটি হয়েছে তাও দেখায়।
হাইড্রোলিক সিস্টেম
১. তেলের ট্যাঙ্কে জোরপূর্বক শীতলীকরণ ও ফিল্টারিং ব্যবস্থা স্থাপন করা হয়েছে (শিল্পক্ষেত্রে ব্যবহৃত প্লেট-আকৃতির জল শীতলীকরণ যন্ত্র, যা জল সঞ্চালনের মাধ্যমে শীতল করে এবং তেলের তাপমাত্রা ≤৫৫℃ নিশ্চিত করে যে মেশিনটি ২৪ ঘণ্টা ধরে অবিচ্ছিন্নভাবে চাপ প্রয়োগ করতে পারে)।
২. হাইড্রোলিক সিস্টেমে দ্রুত সাড়াদান গতি এবং উচ্চ সঞ্চালন দক্ষতা সম্পন্ন সমন্বিত কার্ট্রিজ ভালভ নিয়ন্ত্রণ ব্যবস্থা ব্যবহার করা হয়েছে।
৩. হাইড্রোলিক তেল যাতে দূষিত না হয়, তা নিশ্চিত করার জন্য তেলের ট্যাঙ্কে বাইরের পরিবেশের সাথে সংযোগের জন্য একটি এয়ার ফিল্টার লাগানো থাকে।
৪. ফিলিং ভালভ এবং ফুয়েল ট্যাঙ্কের সংযোগস্থলে একটি ফ্লেক্সিবল জয়েন্ট ব্যবহার করা হয়, যা ফুয়েল ট্যাঙ্কে কম্পন সঞ্চারিত হওয়া প্রতিরোধ করে এবং তেল লিক হওয়ার সমস্যাটি সম্পূর্ণরূপে সমাধান করে।








