

Hydraulický lis na tváření kovových prášků

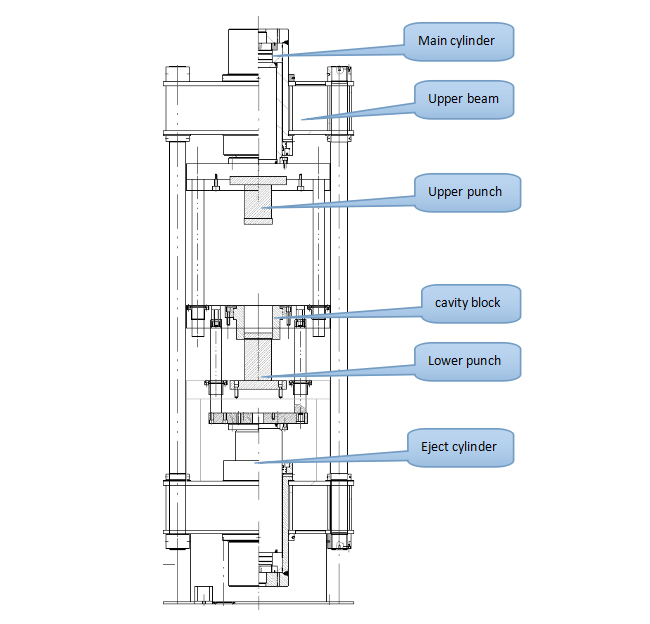
Rám formy
1) Základna formy je vyrobena převážně z oceli 40Cr a 45# kováním, soustružením a jemným broušením, aby byla zajištěna dostatečná ocel a přesnost shody. Vodicí povrch je materiálově diferencován, aby byl povrch chráněn před oděrem, například měděným vodicím pouzdrem. S Cr.
2) Horní část rámu formy je tvořena jedním horním razníkem, který je přímo upevněn na horním saně razníku; vnější forma je upevněna v negativní šabloně a během lisování se provádí jak aktivní, tak i nucené potlačení plovoucího pohybu. Při lisování lze libovolně zvolit „práškování“, potlačení plovoucího pohybu, zpoždění udržení tlaku, zpoždění uvolnění tlaku atd. Při pohybu prášku se horní a dolní plovoucí negativní forma pohybují synchronně s horním razníkem.
3) Metoda vyjímání z formy nabízí možnost obecného vyjímání z formy a ochranného vyjímání z formy; vnější forma a podforma se vyjímají současně a vnější forma se stahuje dolů, aby se forma přímo uvolnila, a aktivní uvolnění vnější formy je výhodné pro lepší ochranu produktu před snadným poškozením.
4) Výška podávání, výška lisování produktu a poloha vyjímání z formy používají snímač posunu k detekci polohy a přesnosti řízení programu PLC a s mechanickým omezením zařízení.
5) Na spoji mezi plovoucí deskou a dutinovým blokem rámu formy je instalován kompozitní nekovový materiál, který je izolován v podávací botce a násypce a všechny kovové části nejsou v kontaktu s práškovou surovinou.
Systém krmení
1. Systém krmení bude mít 6 násypek a každá násypka bude nakládat jinou surovinu.
2. Zásobník lze otáčet a má dobré utěsnění.
3. Automatické nakládání surovin, každých 5-10 tahů.
4. Pracovní množství násypky lze nastavit na HMI, 1, 2, 3 ... 10, které pracují společně.
Na horní straně stroje bude instalováno 5,6 velkých násypek, každá násypka pojme 15 kg prášku.

Pilíř

Vodicí sloupy (pilíře) budou vyrobeny zOcel C45 pro kování za teplaa mají tvrdý chromový povlak o tloušťce 0,08 mm. A provádějí kalení a popouštění.
Výrobní normy
JB/T3818-99《Technické podmínky hydraulického lisu》
GB5226.1-2002《Bezpečnost strojů – Mechanická a elektrická zařízení – Část 1: Obecné technické požadavky》
GB/T 3766-2001《Obecné technické požadavky na hydraulické systémy》
GB17120-97《Technické požadavky na bezpečnost lisovacích strojů》
JB9967-99《Mezní hodnota hluku hydraulického stroje》
Hlavní část
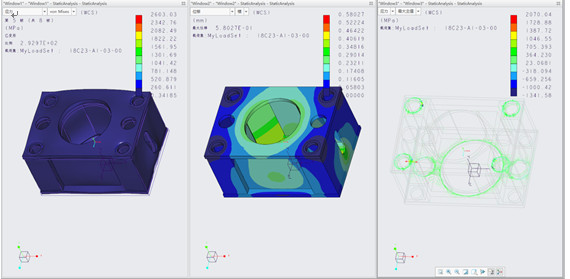
Konstrukce celého stroje využívá počítačovou optimalizaci a analýzy metodou konečných prvků. Pevnost a tuhost zařízení jsou dobré a vzhled je také dobrý. Všechny svařované části tělesa stroje jsou svařeny z vysoce kvalitního ocelového plechu Q345B, který je svařován oxidem uhličitým pro zajištění kvality svařování.
Válec
| Díly | Frys |
| Válec |
|
| Pístní tyč |
|
| Těsnění | Použijte těsnicí kroužek japonské značky NOK |
| Píst | Díky měděnému pokovení má dobrou odolnost proti opotřebení a zajišťuje dlouhodobý provoz válce. |
Servosystém
1. Složení servosystému

2. Výhody servosystému
Úspora energie
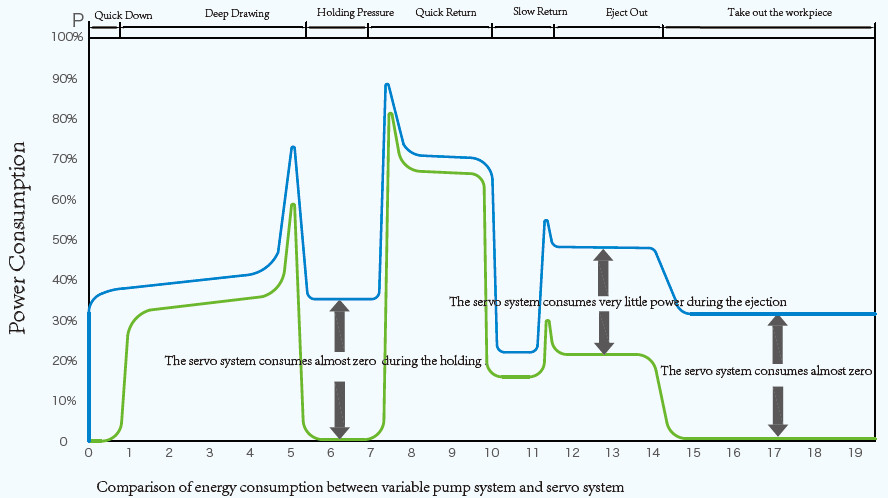
Ve srovnání s tradičním systémem variabilního čerpadla kombinuje systém servo olejového čerpadla rychlou plynulou regulaci otáček servomotoru a samoregulační tlak oleje hydraulického olejového čerpadla, což přináší obrovský potenciál úspory energie.míra úspor může dosáhnout až 30 % – 80 %.
Účinný
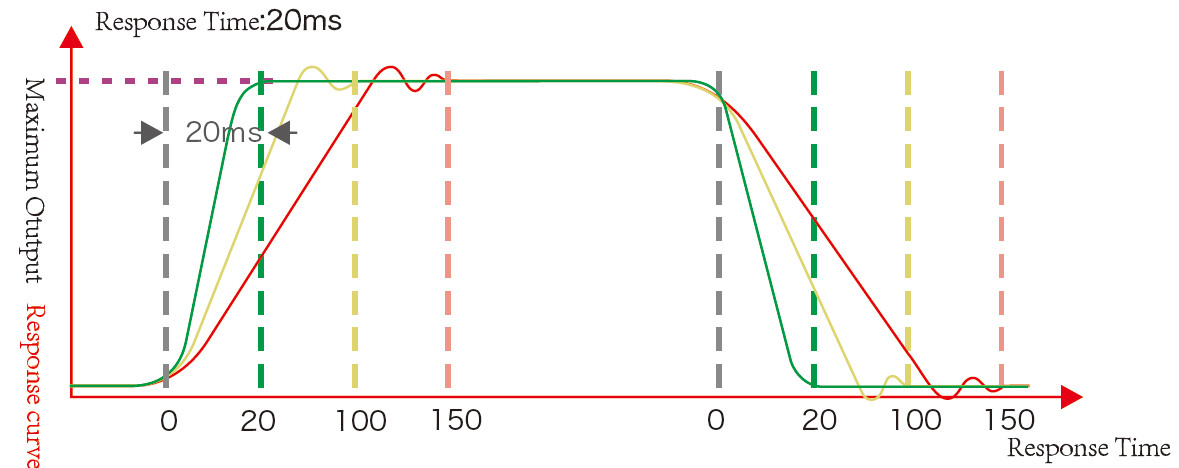
Rychlost odezvy je rychlá a doba odezvy je pouhých 20 ms, což zlepšuje rychlost odezvy hydraulického systému.
Přesnost
Rychlá rychlost odezvy zaručuje přesnost otevírání a zavírání, přesnost polohy může dosáhnout 0,1 mm a speciální funkce umožňuje přesnost polohování až±0,01 mm.
Vysoce přesný a rychle reagující PID algoritmický modul zajišťuje stabilní tlak v systému a kolísání tlaku menší než±0,5 baru, zlepšení kvality produktů.
Ochrana životního prostředí
Hluk: Průměrný hluk hydraulického servosystému je o 15–20 dB nižší než u původního variabilního čerpadla.
Teplota: Po použití servosystému se celkově sníží teplota hydraulického oleje, což prodlouží životnost hydraulického těsnění nebo sníží výkon chladiče.
Bezpečnostní zařízení

Fotoelektrický ochranný kryt vpředu a vzadu

Zajištění posuvníku v horní úvrati

Stojan pro obouruční ovládání

Pojistný obvod hydraulické podpory

Ochrana proti přetížení: Pojistný ventil

Alarm hladiny kapaliny: Hladina oleje

Varování před teplotou oleje

Každá elektrická část má ochranu proti přetížení

Bezpečnostní bloky

Pro pohyblivé části jsou k dispozici pojistné matice
Všechny činnosti lisu mají funkci bezpečnostního blokování, např. pohyblivý pracovní stůl nebude fungovat, dokud se polštář nevrátí do výchozí polohy. Posuvník nelze stlačit, když je stlačen pohyblivý pracovní stůl. V případě konfliktu operace se na dotykové obrazovce zobrazí alarm a ukáže se, o co jde.
Hydraulický systém
1. Olejová nádrž je vybavena filtračním systémem s nuceným chlazením (průmyslové deskové vodní chladicí zařízení, chlazení cirkulující vodou, teplota oleje ≤ 55 ℃, ujistěte se, že stroj dokáže stabilně lisovat po dobu 24 hodin).
2. Hydraulický systém využívá integrovaný systém řízení kazetových ventilů s rychlou odezvou a vysokou účinností převodovky.
3. Olejová nádrž je vybavena vzduchovým filtrem pro komunikaci s vnějším prostředím, aby se zajistilo, že hydraulický olej nebude znečištěn.
4. Spojení mezi plnicím ventilem a palivovou nádrží využívá pružný spoj, který zabraňuje přenosu vibrací do palivové nádrže a zcela řeší problém úniku oleje.








