

धातू पावडर तयार करणारा हायड्रॉलिक प्रेस

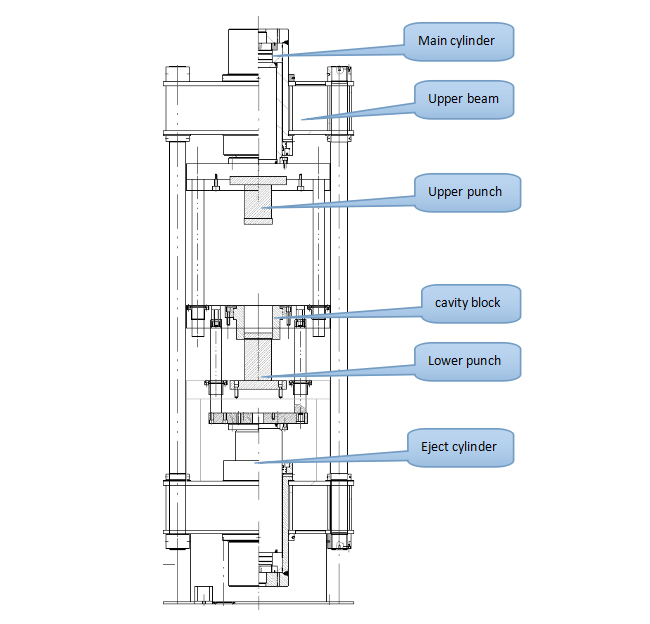
साचा फ्रेम
१) पुरेसे स्टील आणि जुळणारी अचूकता सुनिश्चित करण्यासाठी, मोल्ड बेस प्रामुख्याने 40Cr आणि 45# स्टीलपासून फोर्जिंग, टर्निंग आणि फाइन ग्राइंडिंगद्वारे बनवला जातो. पृष्ठभागाचे घर्षणापासून संरक्षण करण्यासाठी गाइड पृष्ठभागावर मटेरियल डिफरन्सिएशनचा अवलंब केला जातो, जसे की कॉपर गाइड स्लीव्ह. Cr सह.
२) मोल्ड फ्रेमचा वरचा मोल्ड भाग हा एकच अप्पर पंच असतो, आणि हा अप्पर पंच थेट अप्पर पंच स्लाइडवर निश्चित केलेला असतो; फिमेल मोल्ड निगेटिव्ह टेम्पलेटमध्ये निश्चित केलेला असतो, आणि दाबण्याच्या प्रक्रियेत सक्रिय फ्लोटिंग सप्रेशन व सक्तीचे फ्लोटिंग सप्रेशन दोन्ही केले जातात. दाबताना, इच्छेनुसार निवड करून "पावडरिंग", फ्लोटिंग सप्रेशन, दाब धरून ठेवण्यास विलंब, दाब कमी करण्यास विलंब इत्यादी साध्य करता येतात. पावडर हलवताना, वरचे आणि खालचे फ्लोटिंग निगेटिव्ह मोल्ड्स अप्पर पंचसोबत एकाच वेळी तरंगतात.
३) डिमोल्डिंग पद्धतीमध्ये सामान्य डिमोल्डिंग आणि संरक्षणात्मक डिमोल्डिंग असे पर्याय उपलब्ध आहेत; फिमेल मोल्ड आणि अंडरशूट यांचे एकाच वेळी डिमोल्डिंग होते आणि फिमेल मोल्डला खाली खेचून थेट मोल्ड रिलीज केला जातो, आणि फिमेल मोल्डचे सक्रिय मोल्ड रिलीज उत्पादनाला सहज होणाऱ्या नुकसानापासून अधिक चांगल्या प्रकारे वाचवण्यासाठी फायदेशीर ठरते.
4) फीडिंग उंची, उत्पादन दाबण्याची उंची आणि डिमोल्डिंग स्थिती शोधण्यासाठी डिस्प्लेसमेंट सेन्सर आणि पीएलसी प्रोग्राम नियंत्रण अचूकता वापरली जाते, आणि यांत्रिक उपकरणाच्या मर्यादेसह.
५) मोल्ड फ्रेमच्या फ्लोटिंग प्लेट आणि कॅव्हिटी ब्लॉक यांच्यातील जोडावर एक संयुक्त अधातू पदार्थ बसवला जातो, आणि हा संयुक्त अधातू पदार्थ फीडिंग शू आणि स्टोरेज हॉपरमध्ये वेगळा ठेवला जातो, आणि सर्व धातूचे भाग कच्च्या मालाच्या पावडरच्या संपर्कात येत नाहीत.
खाद्य प्रणाली
१. फीडिंग सिस्टीममध्ये ६ हॉपर असतील आणि प्रत्येक हॉपरमध्ये वेगवेगळा कच्चा माल भरला जाईल.
२. हॉपर फिरवता येतो आणि त्याला चांगले सीलिंग आहे.
३. प्रत्येक ५-१० स्ट्रोकनंतर कच्च्या मालाचे स्वयंचलित लोडिंग.
4. HMI वर हॉपरच्या कार्यरत संख्येचे प्रमाण 1, 2, 3 … 10 असे एकत्र सेट केले जाऊ शकते.
मशीनच्या वरच्या बाजूला ५.६ मोठे हॉपर बसवण्यात येतील, प्रत्येक हॉपरमध्ये १५ किलो पावडर भरता येईल.

स्तंभ

मार्गदर्शक स्तंभ (खांब) याचे बनवले जातीलC45 हॉट फोर्जिंग स्टीलआणि त्यावर ०.०८ मिमी जाडीचा हार्ड क्रोम लेप असतो. आणि हार्डनिंग व टेम्परिंग उपचार केले जातात.
उत्पादन मानके
जेबी/टी३८१८-९९《हायड्रॉलिक प्रेसच्या तांत्रिक अटी》
जीबी५२२६.१-२००२《यंत्रसामग्रीची सुरक्षितता-यांत्रिक आणि विद्युत उपकरणे-भाग १: सामान्य तांत्रिक आवश्यकता》
जीबी/टी ३७६६-२००१《हायड्रॉलिक प्रणालींसाठी सामान्य तांत्रिक आवश्यकता》
जीबी१७१२०-९७《प्रेस मशिनरी सुरक्षिततेच्या तांत्रिक आवश्यकता》
जेबी९९६७-९९《हायड्रॉलिक मशीनची आवाज मर्यादा》
मुख्य भाग
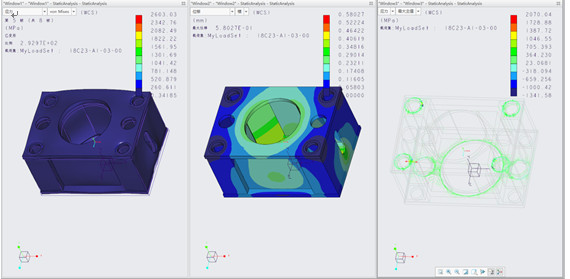
संपूर्ण मशीनच्या डिझाइनमध्ये संगणकीय ऑप्टिमायझेशन डिझाइनचा अवलंब केला आहे आणि फायनाइट एलिमेंटद्वारे त्याचे विश्लेषण केले आहे. उपकरणाची मजबुती आणि दृढता चांगली असून, त्याचे स्वरूपही आकर्षक आहे. मशीनच्या बॉडीचे सर्व वेल्डेड भाग उच्च-गुणवत्तेच्या स्टील मिल Q345B स्टील प्लेटने वेल्ड केले जातात, जे वेल्डिंगची गुणवत्ता सुनिश्चित करण्यासाठी कार्बन डायऑक्साइड वापरून वेल्ड केले जाते.
सिलेंडर
| भाग | Fवैशिष्ट्ये |
| सिलेंडर बॅरल |
|
| पिस्टन रॉड |
|
| सील | जपानी NOK ब्रँडची दर्जेदार सीलिंग रिंग वापरा. |
| पिस्टन | तांब्याच्या लेपनामुळे उत्तम झीज-प्रतिरोधकता, ज्यामुळे सिलेंडरच्या दीर्घकाळ कार्याची खात्री मिळते. |
सर्वो सिस्टम
१. सर्वो सिस्टीमची रचना

२. सर्वो सिस्टीमचे फायदे
ऊर्जा बचत
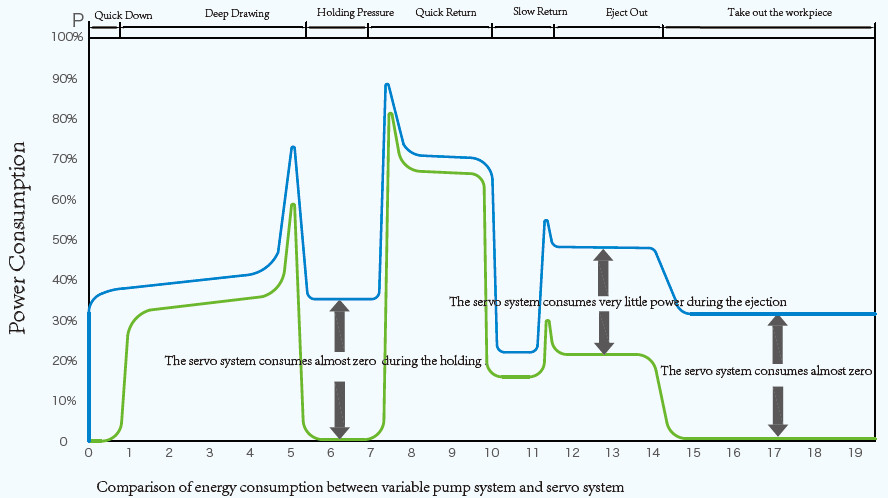
पारंपरिक व्हेरिएबल पंप प्रणालीच्या तुलनेत, सर्वो ऑइल पंप प्रणालीमध्ये सर्वो मोटरची जलद स्टेपलेस गती नियमन वैशिष्ट्ये आणि हायड्रॉलिक ऑइल पंपाची स्व-नियमित तेल दाब वैशिष्ट्ये यांचा संयोग असतो, ज्यामुळे प्रचंड ऊर्जा बचतीची क्षमता निर्माण होते.बचत दर ३०% ते ८०% पर्यंत पोहोचू शकतो..
कार्यक्षम
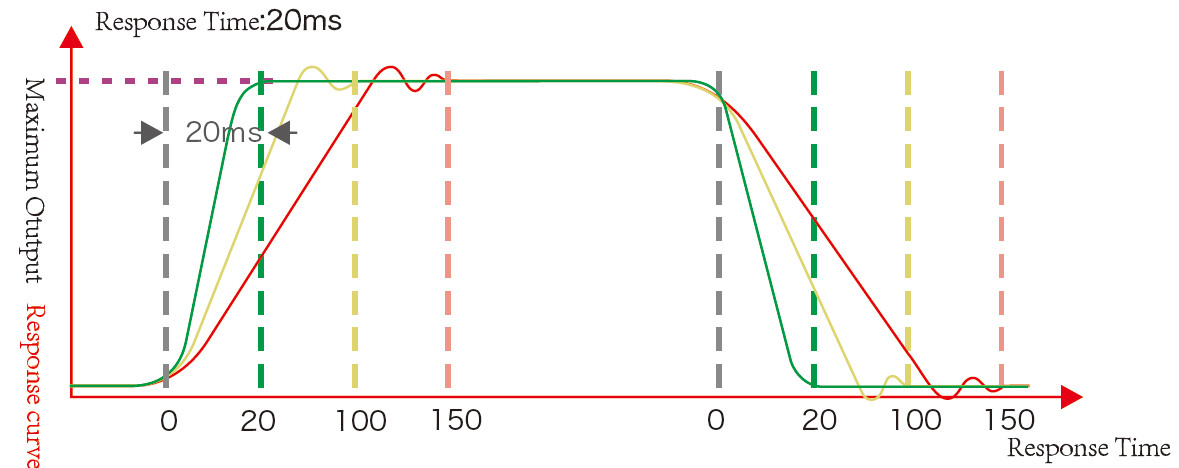
प्रतिसादाची गती जलद आहे आणि प्रतिसादाची वेळ केवळ 20ms इतकी कमी आहे, ज्यामुळे हायड्रॉलिक प्रणालीच्या प्रतिसादाच्या गतीत सुधारणा होते.
अचूकता
जलद प्रतिसाद गती उघडणे आणि बंद करण्याची अचूकता सुनिश्चित करते, स्थितीची अचूकता ०.१ मिमी पर्यंत पोहोचू शकते आणि विशेष कार्यात्मक स्थितीची अचूकता पोहोचू शकते±०.०१ मिमी.
उच्च-सुस्पष्टता, उच्च-प्रतिसाद देणारे PID अल्गोरिदम मॉड्यूल प्रणालीचा दाब स्थिर ठेवते आणि दाबातील चढउतार कमीतकमी ठेवते.±०.५ बारउत्पादनाची गुणवत्ता सुधारणे.
पर्यावरण संरक्षण
आवाज: हायड्रॉलिक सर्वो सिस्टीमचा सरासरी आवाज मूळ व्हेरिएबल पंपापेक्षा १५-२० डेसिबलने कमी असतो.
तापमान: सर्वो सिस्टीम वापरल्यानंतर, हायड्रॉलिक तेलाचे तापमान एकूणच कमी होते, ज्यामुळे हायड्रॉलिक सीलचे आयुष्य वाढते किंवा कूलरची शक्ती कमी होते.
सुरक्षा उपकरण

फोटो-इलेक्ट्रिकल सेफ्टी गार्ड समोर आणि मागे

टीडीसीवर स्लाइड लॉकिंग

दोन हातांनी चालवण्याचे स्टँड

हायड्रॉलिक सपोर्ट इन्शुरन्स सर्किट

अतिभार संरक्षण: सुरक्षा झडप

द्रव पातळी अलार्म: तेलाची पातळी

तेलाच्या तापमानाचा इशारा

प्रत्येक विद्युत भागामध्ये ओव्हरलोड संरक्षण आहे

सुरक्षा ब्लॉक्स

हलणाऱ्या भागांसाठी लॉक नट्स दिलेले असतात.
दाबण्याच्या सर्व क्रियांमध्ये सुरक्षा इंटरलॉक कार्यप्रणाली आहे, उदाहरणार्थ, जोपर्यंत कुशन त्याच्या मूळ स्थितीत परत येत नाही तोपर्यंत हलणारे वर्कटेबल काम करणार नाही. हलणारे वर्कटेबल दाबलेले असताना स्लाइड दाबता येणार नाही. जेव्हा परस्परविरोधी क्रिया घडते, तेव्हा टच स्क्रीनवर अलार्म दिसतो आणि नेमका कोणता संघर्ष आहे हे दाखवले जाते.
हायड्रॉलिक सिस्टम
१. तेलाच्या टाकीमध्ये सक्तीचे शीतकरण गाळण प्रणाली (औद्योगिक प्लेट-प्रकारचे जल शीतकरण उपकरण, फिरत्या पाण्याद्वारे थंड केले जाते, तेलाचे तापमान ≤५५℃, ज्यामुळे मशीन २४ तास स्थिरपणे दाब देऊ शकते याची खात्री होते.) बसवली आहे.
२. हायड्रॉलिक सिस्टीममध्ये जलद प्रतिसाद गती आणि उच्च प्रसारण कार्यक्षमतेसह एकात्मिक कार्ट्रिज व्हॉल्व्ह नियंत्रण प्रणालीचा अवलंब केला जातो.
३. हायड्रॉलिक तेल दूषित होऊ नये याची खात्री करण्यासाठी, तेलाच्या टाकीला बाहेरील वातावरणाशी संपर्क साधण्याकरिता एक एअर फिल्टर बसवलेला असतो.
४. फिलिंग व्हॉल्व्ह आणि इंधन टाकी यांच्यातील जोडणीमध्ये लवचिक जोडाचा वापर केला जातो, ज्यामुळे कंपन इंधन टाकीपर्यंत पोहोचण्यास प्रतिबंध होतो आणि तेल गळतीची समस्या पूर्णपणे सुटते.








