

Metāla pulvera formēšanas hidrauliskā prese

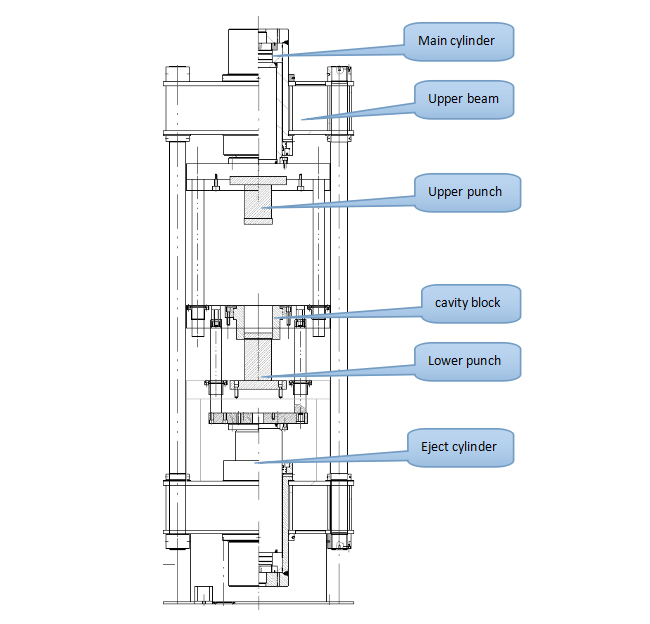
Pelējuma rāmis
1) Veidnes pamatne galvenokārt ir izgatavota no 40Cr un 45# tērauda, kaljot, virpojot un smalki slīpējot, lai nodrošinātu pietiekamu tērauda daudzumu un atbilstošu precizitāti. Vadotnes virsmai ir izmantoti dažādi materiāli, piemēram, vara vadotnes uzmava. Ar Cr.
2) Veidnes rāmja augšējā veidnes daļa ir viens augšējais perforators, un augšējais perforators ir tieši piestiprināts pie augšējā perforatora slīdņa; sievišķā veidne ir fiksēta negatīvajā veidnē, un presēšanas procesā tiek veikta gan aktīva peldošās kustības slāpēšana, gan piespiedu peldošās kustības slāpēšana. Presēšanas laikā var patvaļīgi izvēlēties "pulverveida apstrādi", peldošās kustības slāpēšanu, spiediena noturēšanas aizkavēšanu, spiediena samazināšanas aizkavēšanu utt. Pārvietojot pulveri, augšējā un apakšējā peldošā negatīvā veidne tiek sinhroni pārvietota ar augšējo perforatoru.
3) Izņemšanas metodei ir vispārīga izņemšana un aizsardzības izņemšana izvēlei; sievišķā veidne un apakšējais veidojums tiek izņemti vienlaicīgi, un sievišķā veidne tiek vilkts uz leju, lai tieši atbrīvotu veidni, un sievišķās veidnes aktīvā atbrīvošana ir labvēlīga, lai labāk aizsargātu produktu no viegliem bojājumiem.
4) Padeves augstums, produkta presēšanas augstums un demontāžas pozīcija izmanto pārvietojuma sensoru, lai noteiktu pozīciju un PLC programmas vadības precizitāti, kā arī ar mehāniskās ierīces ierobežojumu.
5) Peldošās plāksnes un veidnes rāmja dobuma bloka savienojumā ir uzstādīts kompozītmateriāls no nemetālisks materiāls, un kompozītmateriāls no nemetālisks materiāls ir izolēts padeves apavā un uzglabāšanas tvertnē, un visas metāla daļas nesaskaras ar izejvielu pulveri.
Barošanas sistēma
1. Barošanas sistēmai būs 6 piltuves, un katra piltuve ielādēs dažādas izejvielas.
2. Piltuvi var pagriezt, un tai ir labs blīvējums.
3. Izejvielu automātiska iekraušana ik pēc 5–10 gājieniem.
4. Piltuves darba daudzumu var iestatīt HMI, 1, 2, 3… 10, strādājot kopā.
Mašīnas augšpusē tiks uzstādītas 5,6 lielas tvertnes, katra tvertne var ielādēt 15 kg pulvera.

Pīlārs

Vadošās kolonnas (pīlāri) tiks izgatavotas noC45 karstās kalšanas tēraudsun tiem ir cietā hroma pārklājuma biezums 0,08 mm. Un tie tiek rūdīti un atlaidināti.
Ražošanas standarti
JB/T3818-99《Hidrauliskās preses tehniskie nosacījumi》
GB5226.1-2002《Mašīnu drošība — Mehāniskās un elektriskās iekārtas — 1. daļa: Vispārīgās tehniskās prasības》
GB/T 3766-2001《Hidraulisko sistēmu vispārīgās tehniskās prasības》
GB17120-97《Preses mašīnu drošības tehniskās prasības》
JB9967-99《Hidrauliskās mašīnas trokšņa robežvērtība》
Galvenā daļa
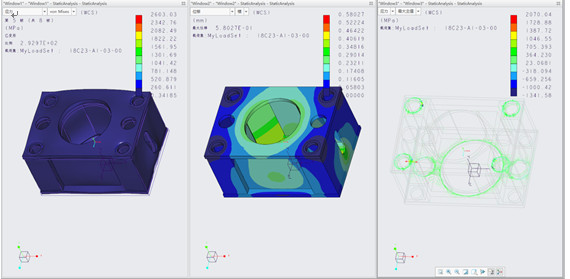
Visas mašīnas konstrukcija ir veidota, izmantojot datoroptimizācijas dizainu un analīzi ar galīgo elementu metodi. Iekārtas izturība un stingrība ir laba, un izskats ir labs. Visas mašīnas korpusa metinātās daļas ir metinātas ar augstas kvalitātes tērauda rūpnīcas Q345B tērauda plāksni, kas ir metināta ar oglekļa dioksīdu, lai nodrošinātu metināšanas kvalitāti.
Cilindrs
| Daļas | Fķermenis |
| Cilindra muca |
|
| Virzuļa stienis |
|
| Blīves | Izmantojiet japāņu NOK zīmola kvalitātes blīvgredzenu |
| Virzulis | Vadīts ar vara pārklājumu, laba nodilumizturība, nodrošinot cilindra ilgstošu darbību |
Servo sistēma
1. Servo sistēmas sastāvs

2. Servo sistēmas priekšrocības
Enerģijas taupīšana
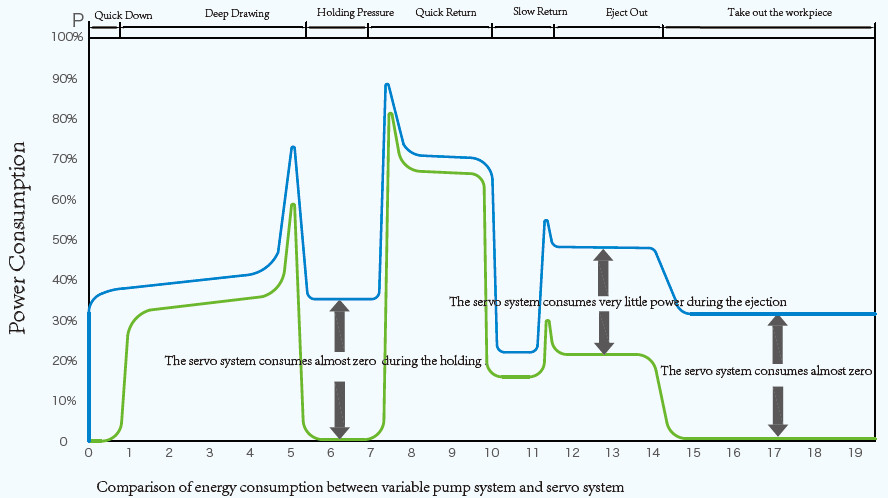
Salīdzinot ar tradicionālo mainīgā sūkņa sistēmu, servo eļļas sūkņa sistēma apvieno servomotora ātrās bezpakāpju ātruma regulēšanas raksturlielumus un hidrauliskās eļļas sūkņa pašregulējošās eļļas spiediena raksturlielumus, kas rada milzīgu enerģijas taupīšanas potenciālu, un enerģijas patēriņšietaupījumu likme var sasniegt pat 30–80%.
Efektīvs
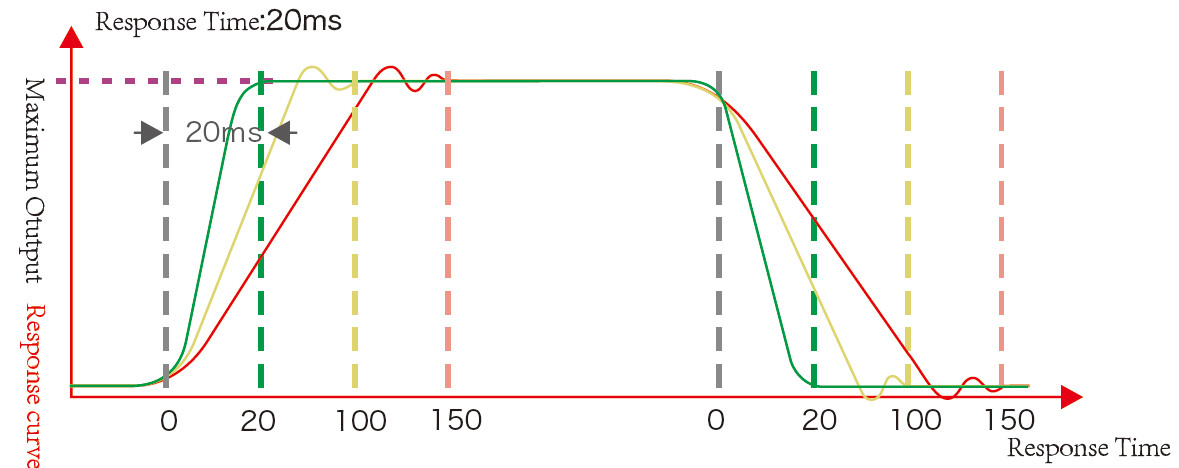
Reakcijas ātrums ir ātrs un reakcijas laiks ir tikai 20 ms, kas uzlabo hidrauliskās sistēmas reakcijas ātrumu.
Precizitāte
Ātrais reaģēšanas ātrums garantē atvēršanas un aizvēršanas precizitāti, pozīcijas precizitāte var sasniegt 0,1 mm, un īpašās funkcijas pozīcijas pozicionēšanas precizitāte var sasniegt±0,01 mm.
Augstas precizitātes un reaģēšanas PID algoritma modulis nodrošina stabilu sistēmas spiedienu un spiediena svārstības, kas ir mazākas par±0,5 bāri, uzlabojot produktu kvalitāti.
Vides aizsardzība
Troksnis: Hidrauliskās servo sistēmas vidējais troksnis ir par 15–20 dB zemāks nekā oriģinālajam mainīgajam sūknim.
Temperatūra: Pēc servo sistēmas lietošanas hidrauliskās eļļas temperatūra kopumā samazinās, kas uzlabo hidrauliskā blīvējuma kalpošanas laiku vai samazina dzesētāja jaudu.
Drošības ierīce

Fotoelektriskā drošības aizsardzība priekšā un aizmugurē

Bīdāmā bloķēšana TDC punktā

Divu roku vadāms statīvs

Hidrauliskā atbalsta apdrošināšanas shēma

Pārslodzes aizsardzība: drošības vārsts

Šķidruma līmeņa trauksme: eļļas līmenis

Brīdinājums par eļļas temperatūru

Katrai elektriskajai daļai ir pārslodzes aizsardzība

Drošības bloki

Kustīgajām daļām ir paredzēti fiksācijas uzgriežņi
Visām preses darbībām ir drošības bloķēšanas funkcija, piemēram, pārvietojamā darba virsma nedarbosies, ja spilvens neatgriezīsies sākotnējā pozīcijā. Slīdni nevar nospiest, kad tiek nospiesta pārvietojamā darba virsma. Konflikta gadījumā skārienekrānā tiek parādīts trauksmes signāls un parādīts konflikta iemesls.
Hidrauliskā sistēma
1. Eļļas tvertnei ir uzstādīta piespiedu dzesēšanas filtrēšanas sistēma (rūpnieciska plākšņu tipa ūdens dzesēšanas ierīce, dzesēšana ar cirkulējošu ūdeni, eļļas temperatūra ≤55 ℃, pārliecinieties, ka mašīna var vienmērīgi spiest 24 stundu laikā).
2. Hidrauliskā sistēma izmanto integrētu kasetņu vārstu vadības sistēmu ar ātru reaģēšanas ātrumu un augstu pārraides efektivitāti.
3. Eļļas tvertne ir aprīkota ar gaisa filtru, lai sazinātos ar ārpusi, lai nodrošinātu, ka hidrauliskā eļļa nav piesārņota.
4. Savienojumam starp uzpildes vārstu un degvielas tvertni tiek izmantots elastīgs savienojums, lai novērstu vibrācijas pārnešanu uz degvielas tvertni un pilnībā atrisinātu eļļas noplūdes problēmu.








