

Komposiitmaterjalide pideva arenguga on lisaks klaaskiuga tugevdatud plastidele ilmunud ka süsinikkiuga tugevdatud plastid, boorikiuga tugevdatud plastid jne. Süsinikkiuga tugevdatud polümeerkomposiidid (CFRP) on kerged ja tugevad materjalid, mida kasutatakse paljude igapäevaelus kasutatavate toodete valmistamiseks. See on termin, mida kasutatakse kiuga tugevdatud komposiitmaterjalide kirjeldamiseks, mille peamise konstruktsioonielemendina on süsinikkiud.
Sisukord:
1. Süsinikkiuga tugevdatud polümeerstruktuur
2. Süsinikkiuga tugevdatud plasti vormimismeetod
3. Süsinikkiuga tugevdatud polümeeri omadused
4. Süsinikplastplasti eelised
5. Süsinikplastplasti puudused
6. Süsinikkiuga tugevdatud plasti kasutusalad
Süsinikkiuga tugevdatud polümeerstruktuur
Süsinikkiuga tugevdatud plast on materjal, mis on moodustatud süsinikkiust materjalide teatud suunas paigutamisel ja omavahel ühendatud polümeermaterjalide kasutamisel. Süsinikkiu läbimõõt on äärmiselt õhuke, umbes 7 mikronit, kuid selle tugevus on äärmiselt kõrge.
Süsinikkiuga tugevdatud komposiitmaterjali kõige põhilisem koostisosa on süsinikkiust filament. Süsinikkiust filamendi põhiliseks tooraineks on polüakrüülnitriili (PAN) eelpolümeer, viskoos või naftapigi. Seejärel valmistatakse süsinikfilamentidest keemiliste ja mehaaniliste meetodite abil süsinikkiust kangad süsinikkiust osade jaoks.
Sideaineks on tavaliselt termoreaktiivne vaik, näiteks epoksüvaik. Mõnikord kasutatakse ka teisi termoreaktiivseid või termoplastseid polümeere, näiteks polüvinüülatsetaati või nailonit. Lisaks süsinikkiududele võivad komposiidid sisaldada ka aramiid Q-d, ülikõrge molekulmassiga polüetüleeni, alumiiniumi või klaaskiude. Lõpliku süsinikkiust toote omadusi võivad mõjutada ka sideainesse lisatud lisandite tüüp.

Süsinikkiust tugevdatud plasti vormimismeetod
Süsinikkiust tooted erinevad peamiselt erinevate protsesside tõttu. Süsinikkiuga tugevdatud polümeermaterjalide valmistamiseks on palju meetodeid.
1. Kätega asetamise meetod
Jaotatakse kuivmeetodiks (eelnevalt ettevalmistatud töökoda) ja märgmeetodiks (kiudkangas ja vaik liimitakse kasutamiseks). Käsitsi laotamist kasutatakse ka prepregmaterjalide ettevalmistamiseks kasutamiseks teisestes vormimisprotsessides, näiteks survevormimises. Selle meetodi puhul lamineeritakse süsinikkiust kanga lehed vormile, et moodustada lõpptoode. Saadud materjali tugevus- ja jäikusomadused optimeeritakse kangakiudude joonduse ja kudumise valimisega. Seejärel täidetakse vorm epoksüüdiga ja kõvendatakse kuumuse või õhuga. Seda tootmismeetodit kasutatakse sageli pingeta osade, näiteks mootorikatete jaoks.
2. Vaakumvormimise meetod
Lamineeritud prepregmaterjali puhul on vaja teatud protsessi abil survet rakendada, et see vormi lähedale viia ning teatud temperatuuril ja rõhul kõvendada ja vormida. Vaakumkoti meetodis kasutatakse vormimiskoti sisemuse tühjendamiseks vaakumpumpa, nii et koti ja vormi vaheline negatiivne rõhk moodustab rõhu, nii et komposiitmaterjal on vormi lähedal.
Vaakumkoti meetodi põhjal tuletati hiljem vaakumkoti-autoklaavi vormimismeetod. Autoklaavid pakuvad kõrgemat rõhku ja kuumkõvendavad detaili (loomuliku kõvenemise asemel) kui ainult vaakumkoti meetodid. Sellisel detailil on kompaktsem struktuur, parem pinnakvaliteet, see suudab tõhusalt eemaldada õhumulle (mullid mõjutavad oluliselt detaili tugevust) ja üldine kvaliteet on kõrgem. Tegelikult sarnaneb vaakumkottimise protsess mobiiltelefonide kilede kleepimisega. Õhumullide eemaldamine on oluline ülesanne.
3. Survevormimise meetod
Survevormimineon vormimismeetod, mis soodustab masstootmist ja masstootmist. Vormid on tavaliselt valmistatud ülemisest ja alumisest osast, mida me nimetame isasvormiks ja emasvormiks. Vormimisprotsessis asetatakse prepregmaterjalist matt metallist vastasvormi ning teatud temperatuuri ja rõhu mõjul kuumutatakse ja plastifitseeritakse matt vormiõõnsuses, rõhu all voolab ja täidab vormiõõnsuse ning seejärel vormitakse ja kõvendatakse, et saada tooteid. Sellel meetodil on aga kõrgemad algkulud kui eelmistel, kuna vorm nõuab väga täpset CNC-töötlust.
4. Mähise vormimine
Keerulise kujuga või pöördkeha kujuga detailide puhul saab detaili valmistamiseks kasutada hõõgniidi kerimismasinat, kerides hõõgniidi südamikule või tünnile. Pärast kerimisprotsessi täielikku kõvenemist eemaldage tünn. Näiteks saab selle meetodi abil valmistada riputussüsteemides kasutatavaid torukujulisi liigendõlgi.
5. Vaiguülekande vormimine
Vaiguülekande vormimine (RTM) on suhteliselt populaarne vormimismeetod. Selle põhietapid on järgmised:
1. Asetage ettevalmistatud halb süsinikkiust kangas vormi ja sulgege vorm.
2. Süstige sinna vedelat termoreaktiivset vaiku, immutage tugevdusmaterjali ja laske kõveneda.
Süsinikkiuga tugevdatud polümeeri omadused
(1) Suur tugevus ja hea elastsus.
Süsinikkiu eritugevus (st tõmbetugevuse ja tiheduse suhe) on 6 korda suurem kui terasel ja 17 korda suurem kui alumiiniumil. Erimoodul (st Youngi mooduli ja tiheduse suhe, mis on objekti elastsuse märk) on enam kui 3 korda suurem kui terasel või alumiiniumil.
Suure eritugevusega talub see suurt töökoormust. Selle maksimaalne töörõhk võib ulatuda 350 kg/cm2-ni. Lisaks on see kokkusurutavam ja vastupidavam kui puhas F-4 ja selle punutis.
(2) Hea väsimuskindlus ja kulumiskindlus.
Selle väsimuskindlus on palju suurem kui epoksüvaigul ja metallmaterjalidel. Grafiitkiud on iseõlitavad ja neil on väike hõõrdetegur. Kulumine on 5-10 korda väiksem kui tavalistel asbestitoodetel või F-4 punutistel.
(3) Hea soojusjuhtivus ja kuumakindlus.
Süsinikkiuga tugevdatud plastidel on hea soojusjuhtivus ja hõõrdumisest tekkiv soojus hajub kergesti. Sisemus ei kuumene kergesti üle ega salvesta soojust ning seda saab kasutada dünaamilise tihendusmaterjalina. Õhus võib see stabiilselt töötada temperatuurivahemikus -120–350 °C. Süsinikkiu leelismetallide sisalduse vähenemisega saab töötemperatuuri veelgi tõsta. Inertses gaasis võib selle kohanemistemperatuur ulatuda umbes 2000 °C-ni ja see talub järske külma ja kuuma kõikumisi.
(4) Hea vibratsioonikindlus.
See ei ole kergesti resoneeruv ega värisev ning on suurepärane materjal ka vibratsiooni ja müra vähendamiseks.
Süsinikplastplasti eelised
1. Kerge kaal
Traditsioonilised klaaskiuga tugevdatud plastid kasutavad pidevaid klaaskiude ja 70% klaaskiude (klaasi kaal / kogukaal) ning nende tihedus on tavaliselt 0,065 naela kuuptolli kohta. Sama 70% kiudaine kaalusega süsinikkiust tugevdatud plastiku tihedus on tavaliselt 0,055 naela kuuptolli kohta.
2. Suur tugevus
Kuigi süsinikkiuga tugevdatud polümeerid on kerged, on CFRP-komposiitidel suurem tugevus ja jäikus kaaluühiku kohta kui klaaskiust komposiitidel. Võrreldes metallmaterjalidega on see eelis ilmsem.
Süsinikplastplasti puudused
1. Kõrge hind
Süsinikkiuga tugevdatud plasti tootmiskulud on liiga kõrged. Süsinikkiu hinnad võivad dramaatiliselt erineda sõltuvalt praegustest turutingimustest (pakkumine ja nõudlus), süsinikkiu tüübist (lennundus- vs. kaubanduslik klass) ja kiukimbu suurusest. Naela kohta naela kohta võib neitsisüsinikkiud olla 5–25 korda kallim kui klaaskiud. See erinevus on veelgi suurem, kui võrrelda terast süsinikkiuga tugevdatud plastikuga.
2. Juhtivus
See on süsinikkiust komposiitmaterjalide eelis ja puudus. See sõltub rakendusest. Süsinikkiud on äärmiselt juhtivad ja klaaskiud isoleerivad. Paljudes toodetes kasutatakse süsinikkiu või metalli asemel klaaskiudu, kuna need vajavad ranget isolatsiooni. Kommunaalteenuste tootmisel vajavad paljud tooted klaaskiudude kasutamist.
Süsinikkiuga tugevdatud plasti kasutamine
Süsinikkiuga tugevdatud polümeeri rakendused on elus laialdased, alates mehaanilistest osadest kuni sõjaliste materjalideni.
(1)tihenduspakendina
Süsinikkiuga tugevdatud PTFE-materjalist saab valmistada korrosioonikindlaid, kulumiskindlaid ja kõrge temperatuuri taluvaid tihendusrõngaid või tihendeid. Staatilise tihendamise korral on kasutusiga pikem, üle 10 korra pikem kui tavalistel õliga immutatud asbestitihenditel. See säilitab tihendusomadused koormuse muutuste, kiire jahtumise ja kiire kuumenemise korral. Kuna materjal ei sisalda söövitavaid aineid, ei teki metallil punktkorrosiooni.
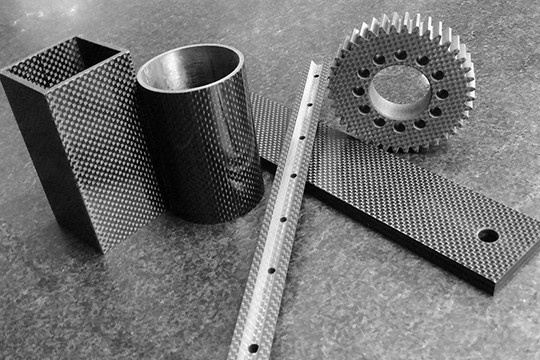
(2)lihvimisdetailidena
Tänu oma iseõlitavatele omadustele saab seda kasutada laagrite, hammasrataste ja kolvirõngastena spetsiaalsetel eesmärkidel. Näiteks õlivabalt määritavad laagrid lennundusinstrumentidele ja magnetofonidele, õlivabalt määritavad hammasrattad elektriajamiga diiselveduritele (õlilekke põhjustatud õnnetuste vältimiseks), õlivabalt määritavad kolvirõngad kompressoritel jne. Lisaks saab seda kasutada ka libisevate laagrite või tihenditena toidu- ja farmaatsiatööstuses, kasutades ära selle mittetoksilisi omadusi.
(3) Lennunduse, lennunduse ja rakettide konstruktsioonimaterjalina. Esmakordselt kasutati seda õhusõidukite tootmises õhusõiduki kaalu vähendamiseks ja lennu efektiivsuse parandamiseks. Seda kasutatakse ka keemia-, nafta-, elektri-, masina- ja muudes tööstusharudes pöörleva või edasi-tagasi liikuva dünaamilise tihendina või mitmesuguste staatiliste tihendusmaterjalidena.
Zhengxi on professionaal.Hüdraulilise pressi tehas Hiinas, pakkudes kõrget kvaliteetikomposiithüdrauliline pressCFRP-toodete valmistamiseks.
Postituse aeg: 25. mai 2023




