

Avec le développement continu des matériaux composites, outre les plastiques renforcés de fibres de verre, on a vu apparaître des plastiques renforcés de fibres de carbone, des plastiques renforcés de fibres de bore, etc. Les composites polymères renforcés de fibres de carbone (PRFC) sont des matériaux légers et résistants utilisés dans la fabrication de nombreux produits du quotidien. Ce terme désigne les matériaux composites renforcés de fibres dont la structure principale est constituée de fibres de carbone.
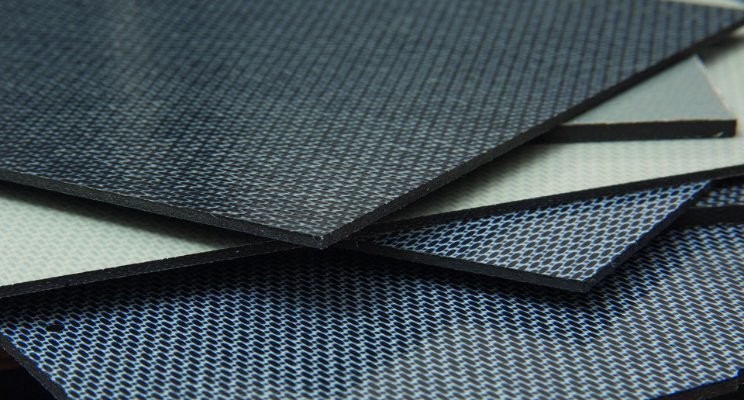
Table des matières :
1. Structure en polymère renforcé de fibres de carbone
2. Méthode de moulage du plastique renforcé de fibres de carbone
3. Propriétés des polymères renforcés de fibres de carbone
4. Avantages du PRFC
5. Inconvénients du PRFC
6. Utilisations du plastique renforcé de fibres de carbone
Structure en polymère renforcé de fibres de carbone
Le plastique renforcé de fibres de carbone est un matériau obtenu en disposant des fibres de carbone selon une direction précise et en les liant à des polymères. Le diamètre des fibres de carbone est extrêmement fin, environ 7 microns, mais leur résistance est extrêmement élevée.
L'unité de base des matériaux composites renforcés de fibres de carbone est le filament de fibre de carbone. La matière première de ce filament est un prépolymère tel que le polyacrylonitrile (PAN), la rayonne ou le brai de pétrole. Les filaments de carbone sont ensuite transformés en tissus de fibres de carbone par des procédés chimiques et mécaniques pour la fabrication de pièces en fibres de carbone.
Le polymère liant est généralement une résine thermodurcissable comme l'époxy. D'autres polymères thermodurcissables ou thermoplastiques sont parfois utilisés, tels que le polyacétate de vinyle ou le nylon. Outre les fibres de carbone, les composites peuvent également contenir des fibres d'aramide Q, de polyéthylène à ultra-haut poids moléculaire, d'aluminium ou de verre. Les propriétés du produit final en fibres de carbone peuvent aussi être influencées par le type d'additifs introduits dans la matrice de liaison.

Méthode de moulage du plastique renforcé de fibres de carbone
Les produits en fibre de carbone se distinguent principalement par leurs procédés de fabrication. Il existe de nombreuses méthodes pour former des matériaux polymères renforcés de fibres de carbone.
1. Méthode de stratification manuelle
On distingue deux méthodes de fabrication : la méthode sèche (atelier de préparation) et la méthode humide (collage de tissu de fibres et de résine avant utilisation). La stratification manuelle est également utilisée pour préparer les préimprégnés destinés aux procédés de moulage secondaire, comme le moulage par compression. Cette méthode consiste à laminer des feuilles de tissu de fibres de carbone sur un moule pour former le produit final. Les propriétés de résistance et de rigidité du matériau obtenu sont optimisées par le choix de l’alignement et du tissage des fibres. Le moule est ensuite rempli d’époxy et polymérisé à chaud ou à l’air. Cette méthode de fabrication est souvent employée pour les pièces non sollicitées, comme les carters de moteur.
2. Méthode de formage sous vide
Pour le préimprégné stratifié, il est nécessaire d'appliquer une pression selon un procédé précis afin de l'adapter au moule, puis de le polymériser et de le mettre en forme sous une température et une pression déterminées. La méthode du sac sous vide utilise une pompe à vide pour créer un vide à l'intérieur du sac de formage. La dépression ainsi créée entre le sac et le moule permet au matériau composite d'épouser parfaitement la forme du moule.
La méthode de formage sous vide combinée à l'autoclave a été développée ultérieurement à partir de la technique du sachet sous vide. L'autoclave permet un durcissement thermique et sous pression plus élevée (contrairement au durcissement naturel) de la pièce, contrairement à la méthode utilisant uniquement le sachet sous vide. La pièce ainsi obtenue présente une structure plus compacte, une meilleure qualité de surface, et les bulles d'air (qui affectent considérablement la résistance de la pièce) sont efficacement éliminées. De plus, la qualité globale est supérieure. En réalité, le procédé de mise sous vide est similaire à celui de la pose de films protecteurs pour téléphones portables. L'élimination des bulles d'air est une étape cruciale.
3. Méthode de moulage par compression
moulage par compressionLe moulage par injection est une méthode adaptée à la production de masse. Les moules sont généralement composés de deux parties, appelées moule mâle et moule femelle. Le procédé consiste à placer une natte en préimprégné dans un contre-moule métallique. Sous l'effet de la température et de la pression, la natte est chauffée et plastifiée dans la cavité du moule, puis s'écoule sous pression et remplit cette cavité. Le moulage et le durcissement permettent ensuite d'obtenir les produits finis. Cependant, cette méthode présente un coût initial plus élevé que les précédentes, car le moule nécessite un usinage CNC de très haute précision.
4. Moulage par enroulement
Pour les pièces aux formes complexes ou en forme de corps de révolution, on peut utiliser une bobineuse filamentaire. Le filament est enroulé sur un mandrin ou un noyau, puis polymérisé une fois l'enroulement terminé. Le mandrin est ensuite retiré. Cette méthode permet, par exemple, de fabriquer des bras de suspension tubulaires.
5. Moulage par transfert de résine
Le moulage par transfert de résine (RTM) est une méthode de moulage relativement répandue. Ses étapes de base sont les suivantes :
1. Placez le tissu en fibre de carbone préparé dans le moule et fermez celui-ci.
2. Injecter de la résine thermodurcissable liquide, imprégner le matériau de renforcement et polymériser.
Propriétés des polymères renforcés de fibres de carbone
(1) Haute résistance et bonne élasticité.
La résistance spécifique (c'est-à-dire le rapport entre la résistance à la traction et la masse volumique) de la fibre de carbone est six fois supérieure à celle de l'acier et dix-sept fois supérieure à celle de l'aluminium. Le module spécifique (c'est-à-dire le rapport entre le module de Young et la masse volumique, qui indique l'élasticité du matériau) est plus de trois fois supérieur à celui de l'acier ou de l'aluminium.
Grâce à sa résistance spécifique élevée, il supporte des charges de travail importantes. Sa pression de service maximale peut atteindre 350 kg/cm². De plus, il est plus compressible et plus résilient que le F-4 pur et sa tresse.
(2) Bonne résistance à la fatigue et à l'usure.
Sa résistance à la fatigue est bien supérieure à celle de la résine époxy et à celle des matériaux métalliques. Les fibres de graphite sont autolubrifiantes et présentent un faible coefficient de frottement. L'usure est 5 à 10 fois moindre que celle des produits en amiante classiques ou des tresses F-4.
(3) Bonne conductivité thermique et résistance à la chaleur.
Les plastiques renforcés de fibres de carbone présentent une bonne conductivité thermique, et la chaleur générée par friction est facilement dissipée. Leur intérieur ne surchauffe pas et n'accumule pas facilement la chaleur, ce qui permet de les utiliser comme matériau d'étanchéité dynamique. À l'air libre, ils fonctionnent de manière stable dans une plage de températures allant de -120 °C à 350 °C. La réduction de la teneur en métaux alcalins dans les fibres de carbone permet d'augmenter encore cette plage de températures. Sous atmosphère inerte, leur température de fonctionnement peut atteindre environ 2 000 °C, et ils résistent aux variations brusques de température.
(4) Bonne résistance aux vibrations.
Il est difficile de le faire résonner ou vibrer, et c'est également un excellent matériau pour la réduction des vibrations et du bruit.
Avantages du PRFC
1. Léger
Les plastiques renforcés de fibres de verre traditionnels utilisent des fibres de verre continues et représentent 70 % de la masse totale de fibres de verre. Leur densité est généralement de 0,065 livre par pouce cube. Un composite CFRP contenant 70 % de fibres a généralement une densité de 0,055 livre par pouce cube.
2. Haute résistance
Bien que les polymères renforcés de fibres de carbone soient légers, les composites CFRP présentent une résistance et une rigidité supérieures à poids égal à celles des composites en fibres de verre. Cet avantage est encore plus marqué par rapport aux matériaux métalliques.
Inconvénients du PRFC
1. Coût élevé
Le coût de production du plastique renforcé de fibres de carbone est prohibitif. Le prix des fibres de carbone peut varier considérablement en fonction des conditions du marché (offre et demande), du type de fibres (aérospatiales ou commerciales) et de la taille du faisceau. À poids égal, la fibre de carbone vierge peut coûter de 5 à 25 fois plus cher que la fibre de verre. Cet écart est encore plus important lorsqu'on compare l'acier au PRFC.
2. Conductivité
Voici les avantages et les inconvénients des matériaux composites en fibre de carbone. Tout dépend de l'application. Les fibres de carbone sont extrêmement conductrices, tandis que les fibres de verre sont isolantes. De nombreux produits utilisent de la fibre de verre plutôt que de la fibre de carbone ou du métal, car ils exigent une isolation performante. Dans le secteur des services publics, l'utilisation de fibres de verre est souvent privilégiée.
Utilisations du plastique renforcé de fibres de carbone
Les applications des polymères renforcés de fibres de carbone sont nombreuses, allant des pièces mécaniques aux matériaux militaires.
(1)comme emballage d'étanchéité
Le PTFE renforcé de fibres de carbone permet de fabriquer des joints ou des garnitures d'étanchéité résistants à la corrosion, à l'usure et aux hautes températures. Utilisé pour l'étanchéité statique, sa durée de vie est plus de dix fois supérieure à celle des garnitures classiques en amiante immergées dans l'huile. Il conserve ses performances d'étanchéité malgré les variations de charge, les refroidissements et les réchauffements rapides. De plus, l'absence de substances corrosives dans ce matériau prévient la corrosion par piqûres sur le métal.
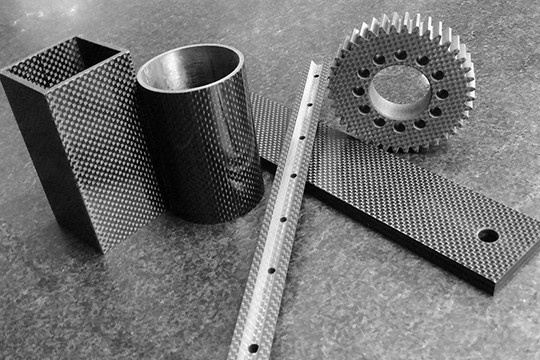
(2)comme pièces de broyage
Grâce à ses propriétés autolubrifiantes, il peut être utilisé pour la fabrication de paliers, d'engrenages et de segments de piston destinés à des applications spécifiques. On le retrouve notamment dans les paliers lubrifiés sans huile pour les instruments de bord et les magnétophones d'aviation, les engrenages lubrifiés sans huile pour les transmissions électriques des locomotives diesel (afin d'éviter les accidents dus aux fuites d'huile), ainsi que dans les segments de piston lubrifiés sans huile pour les compresseurs. De plus, sa non-toxicité lui permet d'être utilisé comme palier lisse ou joint d'étanchéité dans les industries agroalimentaire et pharmaceutique.
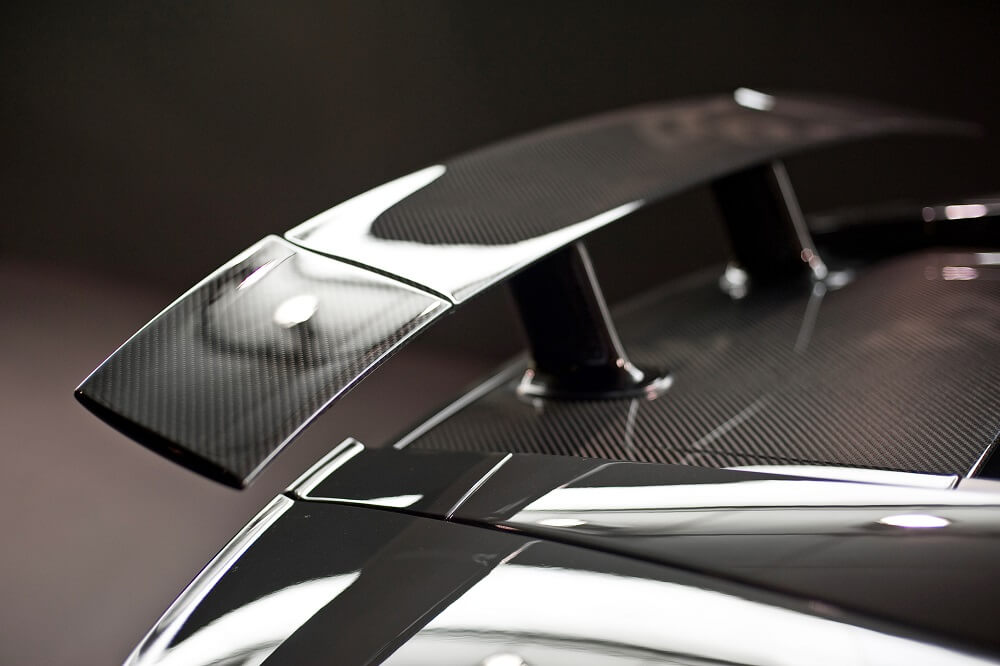
(3) Utilisé comme matériau de structure dans les secteurs de l'aérospatiale, de l'aviation et des missiles, il a d'abord servi à la construction aéronautique pour réduire le poids des aéronefs et améliorer leur efficacité en vol. Il est également employé dans les industries chimiques, pétrolières, électriques, mécaniques et autres, comme joint dynamique rotatif ou alternatif, ou comme matériau d'étanchéité statique.
Zhengxi est un professionnelusine de presses hydrauliques en Chine, fournissant une haute qualitépresse hydraulique compositepour la fabrication de produits en PRFC.
Date de publication : 25 mai 2023




