

Med den kontinuerlige udvikling af kompositmaterialer er der udover glasfiberforstærket plast også dukket kulfiberforstærket plast, borfiberforstærket plast osv. op. Kulfiberforstærkede polymerkompositter (CFRP) er lette og stærke materialer, der bruges til at fremstille mange produkter, som vi bruger i vores dagligdag. Det er et udtryk, der bruges til at beskrive fiberforstærkede kompositmaterialer, der bruger kulfibre som den vigtigste strukturelle komponent.
Indholdsfortegnelse:
1. Kulfiberforstærket polymerstruktur
2. Støbemetoden for kulfiberforstærket plast
3. Egenskaber ved kulfiberforstærket polymer
4. Fordele ved CFRP
5. Ulemper ved CFRP
6. Anvendelser af kulfiberforstærket plastik
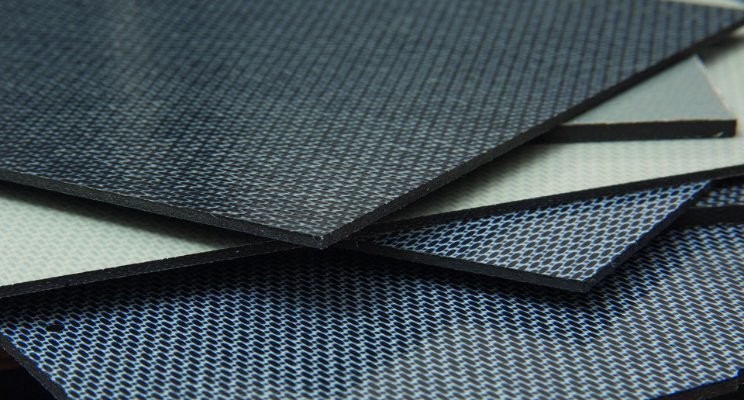
Kulfiberforstærket polymerstruktur
Kulfiberforstærket plast er et materiale, der dannes ved at arrangere kulfibermaterialer i en bestemt retning og ved hjælp af bundne polymermaterialer. Kulfiberens diameter er ekstremt tynd, omkring 7 mikron, men dens styrke er ekstremt høj.
Den mest basale bestanddel af kulfiberforstærket kompositmateriale er kulfiberfilamenter. Det grundlæggende råmateriale til kulfilamenter er præpolymer polyacrylonitril (PAN), rayon eller petroleumsbeg. Kulfilamenterne fremstilles derefter til kulfiberstoffer ved hjælp af kemiske og mekaniske metoder til kulfiberdele.
Bindingspolymeren er normalt en termohærdende harpiks, såsom epoxy. Andre termohærdende eller termoplastiske polymerer anvendes undertiden, såsom polyvinylacetat eller nylon. Ud over kulfibre kan kompositter også indeholde aramid Q, polyethylen med ultrahøj molekylvægt, aluminium eller glasfibre. Egenskaberne af det endelige kulfiberprodukt kan også påvirkes af typen af additiver, der introduceres i bindingsmatrixen.

Støbemetoden for kulfiberforstærket plast
Kulfiberprodukter er hovedsageligt forskellige på grund af forskellige processer. Der findes mange metoder til at danne kulfiberforstærkede polymermaterialer.
1. Håndoplægningsmetode
Opdelt i tørmetoden (forberedt værksted) og vådmetoden (fiberstof og harpiks limet til brug). Manuel oplægning bruges også til at forberede prepregs til brug i sekundære støbeprocesser såsom kompressionsstøbning. Ved denne metode lamineres ark af kulfiberstof på en form for at danne det endelige produkt. Styrke- og stivhedsegenskaberne af det resulterende materiale optimeres ved at vælge justering og vævning af stoffibrene. Formen fyldes derefter med epoxy og hærdes med varme eller luft. Denne fremstillingsmetode bruges ofte til ikke-belastede dele, såsom motordæksler.
2. Vakuumformningsmetode
For den laminerede prepreg er det nødvendigt at påføre tryk gennem en bestemt proces for at få den tæt på formen og for at hærde og forme den under en bestemt temperatur og tryk. Vakuumposemetoden bruger en vakuumpumpe til at evakuere indersiden af formposen, så det negative tryk mellem posen og formen danner et tryk, der gør kompositmaterialet tæt på formen.
På baggrund af vakuumposemetoden blev vakuumpose-autoklavemetoden senere afledt. Autoklaver giver højere tryk og varmehærder delen (i stedet for naturlig hærdning) end metoder udelukkende med vakuumposer. En sådan del har en mere kompakt struktur, bedre overfladekvalitet, kan effektivt fjerne luftbobler (bobler vil i høj grad påvirke delens styrke), og den samlede kvalitet er højere. Faktisk ligner processen med vakuumposepåfyldning den, der klæber mobiltelefonfilm. Fjernelse af luftbobler er en vigtig opgave.
3. Kompressionsstøbningsmetode
Kompressionsstøbninger en støbemetode, der er befordrende for masseproduktion og masseproduktion. Forme er normalt lavet af øvre og nedre dele, som vi kalder en hanform og en hunform. Støbeprocessen består i at placere en måtte lavet af prepregs i en metalmodform, og under påvirkning af en bestemt temperatur og tryk opvarmes og blødgøres måtten i formhulrummet, flyder under tryk og fylder formhulrummet, og derefter støbes og hærdes for at opnå produkter. Denne metode har dog en højere startpris end de tidligere, da formen kræver meget præcis CNC-bearbejdning.
4. Viklingsstøbning
Til dele med komplekse former eller i form af et rotationslegeme kan en filamentopvikler bruges til at fremstille delen ved at vikle filamentet på en dorn eller kerne. Når viklingen er fuldstændig hærdnet, fjernes dornen. For eksempel kan rørformede led, der anvendes i ophængningssystemer, fremstilles ved hjælp af denne metode.
5. Støbning af harpiksoverføring
Resin transfer molding (RTM) er en relativt populær støbemetode. Dens grundlæggende trin er:
1. Placer det forberedte, dårlige kulfiberstof i formen, og luk formen.
2. Sprøjt flydende termohærdende harpiks ind i den, imprægnér forstærkningsmaterialet, og hærd.
Egenskaber ved kulfiberforstærket polymer
(1) Høj styrke og god elasticitet.
Den specifikke styrke (dvs. forholdet mellem trækstyrke og densitet) for kulfiber er 6 gange så stor som for stål og 17 gange så stor som for aluminium. Det specifikke modul (dvs. forholdet mellem Youngs modul og densitet, som er et tegn på et objekts elasticitet) er mere end 3 gange så stor som for stål eller aluminium.
Med høj specifik styrke kan den modstå en stor arbejdsbelastning. Dens maksimale arbejdstryk kan nå op på 350 kg/cm2. Derudover er den mere komprimerbar og elastisk end ren F-4 og dens fletning.
(2) God træthedsbestandighed og slidstyrke.
Dens udmattelsesmodstand er meget højere end epoxyharpiksens og højere end metalmaterialers. Grafitfibre er selvsmørende og har en lille friktionskoefficient. Slidstyrken er 5-10 gange mindre end for generelle asbestprodukter eller F-4-fletværk.
(3) God varmeledningsevne og varmebestandighed.
Kulfiberforstærket plast har god varmeledningsevne, og varmen, der genereres ved friktion, afledes let. Interiøret overopheder ikke let og lagrer ikke varme, og det kan bruges som et dynamisk tætningsmateriale. I luften kan det fungere stabilt i temperaturområdet -120~350°C. Med reduktionen af alkalimetalindholdet i kulfiber kan driftstemperaturen øges yderligere. I en inert gas kan dens tilpasningsdygtige temperatur nå omkring 2000°C, og det kan modstå skarpe ændringer i kulde og varme.
(4) God vibrationsmodstand.
Det er ikke let at give genlyd eller flagre, og det er også et fremragende materiale til vibrationsreduktion og støjreduktion.
Fordele ved CFRP
1. Letvægt
Traditionelle glasfiberforstærkede plasttyper bruger kontinuerlige glasfibre og 70% glasfibre (glasvægt/totalvægt) og har typisk en densitet på 0,065 pund pr. kubiktomme. En CFRP-komposit med den samme 70% fibervægt har typisk en densitet på 0,055 pund pr. kubiktomme.
2. Høj styrke
Selvom kulfiberforstærkede polymerer er lette, har CFRP-kompositter højere styrke og højere stivhed pr. vægtenhed end glasfiberkompositter. Sammenlignet med metalmaterialer er denne fordel mere åbenlys.
Ulemper ved CFRP
1. Høje omkostninger
Produktionsomkostningerne for kulfiberforstærket plast er uoverkommelige. Priserne på kulfiber kan variere dramatisk afhængigt af de aktuelle markedsforhold (udbud og efterspørgsel), typen af kulfiber (luftfart vs. kommerciel kvalitet) og størrelsen af fiberbundtet. Pund for pund kan jomfruelig kulfiber være 5 til 25 gange dyrere end glasfiber. Denne forskel er endnu større, når man sammenligner stål med CFRP.
2. Ledningsevne
Dette er fordele og ulemper ved kulfiberkompositmaterialer. Det afhænger af anvendelsen. Kulfibre er ekstremt ledende, og glasfibre er isolerende. Mange produkter bruger glasfiber i stedet for kulfiber eller metal, fordi de kræver streng isolering. I produktionen af forsyningsvirksomheder kræver mange produkter brug af glasfibre.
Anvendelser af kulfiberforstærket plastik
Anvendelsesområderne for kulfiberforstærket polymer spænder vidt, fra mekaniske dele til militære materialer.
(1)som tætningspakning
Kulfiberforstærket PTFE-materiale kan fremstilles til korrosionsbestandige, slidstærke og højtemperaturbestandige tætningsringe eller pakninger. Når det bruges til statisk tætning, er levetiden længere, mere end 10 gange længere end for almindelig oliebeskyttet asbestpakning. Det kan opretholde tætningsevnen under belastningsændringer og hurtig afkøling og hurtig opvarmning. Og da materialet ikke indeholder ætsende stoffer, vil der ikke forekomme punktkorrosion på metallet.
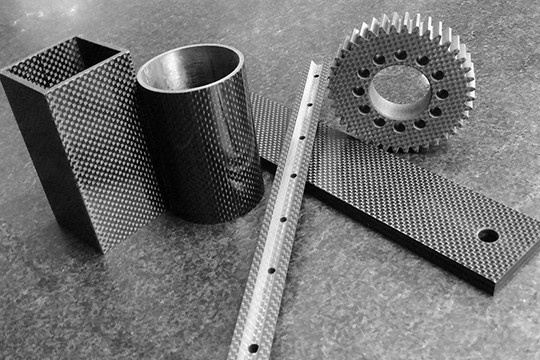
(2)som slibedele
Ved at udnytte sine selvsmørende egenskaber kan det bruges som lejer, gear og stempelringe til specielle formål. Såsom oliefrit smurte lejer til flyinstrumenter og båndoptagere, oliefrit smurte gear til elektriske diesellokomotiver (for at undgå ulykker forårsaget af olielækage), oliefrit smurte stempelringe på kompressorer osv. Derudover kan det også bruges som glidelejer eller tætninger i fødevare- og medicinalindustrien ved at udnytte dets giftfri egenskaber.
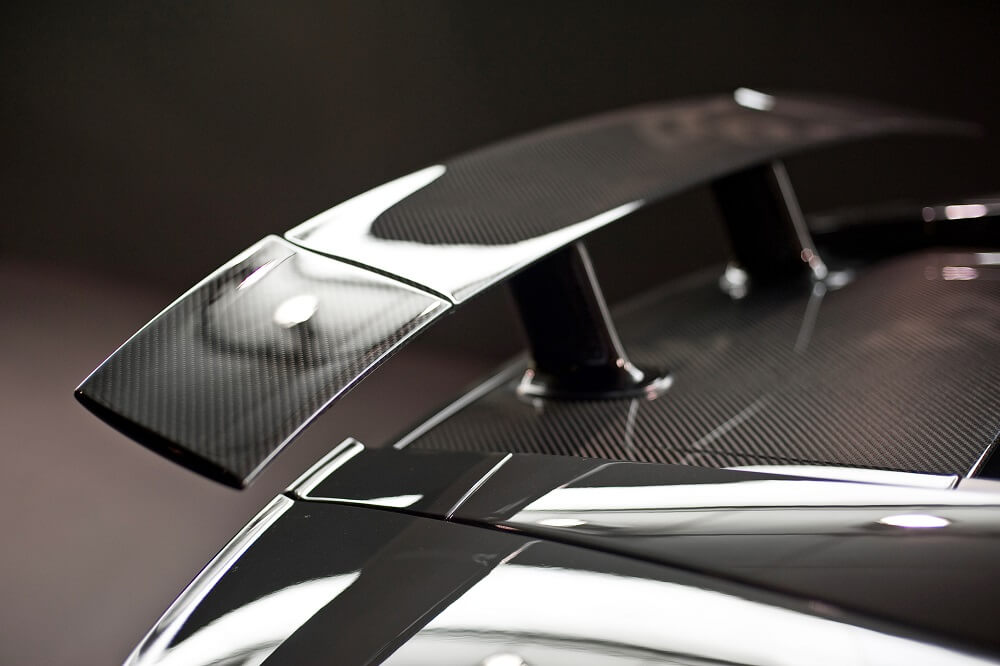
(3) Som strukturmaterialer til rumfart, luftfart og missiler. Det blev først brugt i flyproduktion for at reducere flyets vægt og forbedre flyveeffektiviteten. Det bruges også i kemiske, petroleum-, elkraft-, maskin- og andre industrier som en roterende eller frem- og tilbagegående dynamisk tætning eller forskellige statiske tætningsmaterialer.
Zhengxi er professionelhydraulisk pressefabrik i Kina, der leverer høj kvalitetkomposit hydraulisk pressetil dannelse af CFRP-produkter.
Opslagstidspunkt: 25. maj 2023




