

Mat der kontinuéierlecher Entwécklung vu Kompositmaterialien sinn nieft Glasfaserverstäerkte Plastik och Kuelefaserverstäerkte Plastik, Borfaserverstäerkte Plastik usw. opgedaucht. Kuelefaserverstäerkte Polymerkomposite (CFK) si liicht a staark Materialien, déi fir d'Produktioun vu ville Produkter benotzt ginn, déi mir an eisem Alldag benotzen. Et ass en Term, deen benotzt gëtt fir faserverstäerkte Kompositmaterialien ze beschreiwen, déi Kuelefaseren als Haaptstrukturkomponent benotzen.
Inhaltsverzeechnes:
1. Kuelefaserverstäerkt Polymerstruktur
2. D'Formmethod vu Kuelefaserverstäerktem Plastik
3. Eegeschafte vu Kuelefaserverstäerkte Polymeren
4. Virdeeler vu CFK
5. Nodeeler vu CFK
6. Uwendungen vu Kuelefaserverstäerkte Plastik
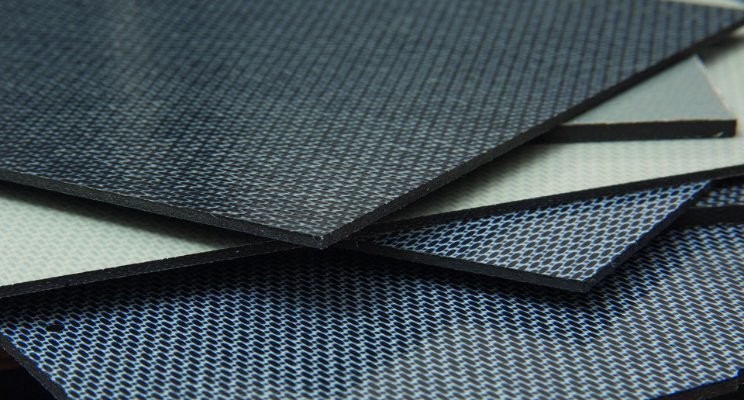
Kuelefaserverstäerkt Polymerstruktur
Kuelefaserverstäerkte Plastik ass e Material, dat duerch d'Arrangéiere vu Kuelefasermaterialien an eng bestëmmt Richtung a mat gebonnene Polymermaterialien entsteet. Den Duerchmiesser vun der Kuelefaser ass extrem dënn, ongeféier 7 Mikrometer, awer hir Stäerkt ass extrem héich.
Déi elementarst Bestanddeel vun engem mat Kuelefaser verstäerkte Kompositmaterial ass Kuelefaserfilament. De Basis-Rohmaterial fir Kuelefaserfilament ass Prepolymer-Polyacrylnitril (PAN), Rayon oder Petroleumspeck. D'Kuelefaserfilamenter ginn dann duerch chemesch a mechanesch Methode fir Kuelefaserdeeler zu Kuelefaserstoffer veraarbecht.
De Bindungspolymer ass normalerweis en thermohärtenden Harz wéi Epoxyharz. Aner Thermohärt- oder thermoplastesch Polymere ginn heiansdo benotzt, wéi Polyvinylacetat oder Nylon. Nieft Kuelefasere kënnen Kompositmaterialien och Aramid Q, Polyethylen mat ultrahéichem Molekulargewiicht, Aluminium oder Glasfasere enthalen. D'Eegeschafte vum fäerdege Kuelefaserprodukt kënnen och vun der Aart vun Zousätz beaflosst ginn, déi an d'Bindungsmatrix agefouert ginn.

D'Formmethod vu Kuelefaserverstäerktem Plastik
Kuelefaserprodukter ënnerscheede sech haaptsächlech wéinst de verschiddene Prozesser. Et gëtt vill Methoden fir Kuelefaserverstäerkt Polymermaterialien ze bilden.
1. Hand Lay-up Method
Ënnerdeelt an déi dréchen Method (virbereet Atelier) an déi naass Method (Faserstoff a Harz fir d'Benotzung gepecht). Hand Lay-up gëtt och benotzt fir Prepregs fir d'Benotzung a sekundäre Formprozesser wéi Kompressiounsformen virzebereeden. Bei dëser Method ginn Blieder aus Kuelefaserstoff op enger Form laminéiert fir dat fäerdegt Produkt ze bilden. D'Festigkeet- a Steifheetseigenschaften vum resultéierende Material ginn optimiséiert andeems d'Ausriichtung an d'Weben vun de Stofffaseren ausgewielt ginn. D'Form gëtt dann mat Epoxy gefëllt an mat Hëtzt oder Loft gehärtet. Dës Fabrikatiounsmethod gëtt dacks fir net belaascht Deeler benotzt, wéi Motordeckelen.
2. Vakuumformungsmethod
Fir de laminéierte Prepreg ass et néideg, duerch e bestëmmte Prozess Drock auszeüben, fir en no bei der Form ze bréngen an en ënner enger bestëmmter Temperatur an Drock ze härten a formen. D'Vakuumbeutelmethod benotzt eng Vakuumpompel fir d'Innere vum Formbeutel ze evakuéieren, sou datt den negativen Drock tëscht dem Beutel an der Form en Drock bildt, sou datt de Kompositmaterial no bei der Form ass.
Op Basis vun der Vakuumbeutelmethod gouf spéider d'Vakuumbeutel-Autoklav-Formmethod ofgeleet. Autoklaven bidden méi héijen Drock a kënnen den Deel duerch Hëtzt härten (amplaz vun enger natierlecher Härtung) wéi Methoden nëmme mat Vakuumbeutel. Sou en Deel huet eng méi kompakt Struktur, eng besser Uewerflächenqualitéit, kann effektiv Loftblosen eliminéieren (Blosen beaflossen d'Festigkeet vum Deel staark) an d'Gesamtqualitéit ass méi héich. Tatsächlech ass de Prozess vum Vakuumbeuteln ähnlech wéi dee vum Handyfilm. D'Eliminatioun vu Loftblosen ass eng wichteg Aufgab.
3. Kompressiounsformmethod
Kompressiounsformenass eng Formmethod, déi fir Masseproduktioun a Masseproduktioun gëeegent ass. Forme gi meeschtens aus ieweschten an ënneschten Deeler hiergestallt, déi mir männlech Form a weiblech Form nennen. De Formprozess besteet doran, d'Matt aus Prepregs an d'Metall-Géigenform ze leeën, an ënner der Wierkung vun enger bestëmmter Temperatur an Drock gëtt d'Matt an der Formhöhl erhëtzt a plastifizéiert, fléisst ënner Drock a fëllt d'Formhöhl, an dann gëtt d'Produkt geformt an ausgehärtet. Dës Method huet awer méi héich Ufankskäschte wéi déi virdrun, well d'Form eng ganz präzis CNC-Bearbeitung erfuerdert.
4. Wicklungsformen
Fir Deeler mat komplexe Formen oder a Form vun engem Rotatiounskierper kann eng Filamentwickler benotzt ginn, fir den Deel ze maachen, andeems de Filament op engem Dorn oder engem Kär gewéckelt gëtt. Nodeems d'Wéckelung komplett ausgehärtet ass, kann den Dorn ewechgeholl ginn. Zum Beispill kënnen röhrfërmeg Gelenkarm, déi a Federsystemer benotzt ginn, mat dëser Method hiergestallt ginn.
5. Harztransferformung
Resintransferformen (RTM) ass eng relativ populär Formmethod. Seng Grondschrëtt sinn:
1. Leet de virbereete schlechte Kuelefaserstoff an d'Form a maacht d'Form zou.
2. Spritzt flëssegt Thermohärtungsharz dran, imprägnéiert d'Verstäerkungsmaterial an häert et aus.
Eegeschafte vu Kuelefaserverstäerkte Polymer
(1) Héich Stäerkt a gutt Elastizitéit.
Déi spezifesch Stäerkt (dat heescht d'Verhältnes vun der Zuchfestigkeit zur Dicht) vu Kuelefaser ass 6 Mol sou héich wéi déi vu Stol an 17 Mol sou héich wéi déi vun Aluminium. De spezifesche Modul (dat heescht d'Verhältnes vum Young-Modul zur Dicht, wat en Zeechen vun der Elastizitéit vun engem Objet ass) ass méi wéi 3 Mol sou héich wéi déi vu Stol oder Aluminium.
Mat héijer spezifescher Stäerkt kann et eng grouss Aarbechtslaascht droen. Säin maximalen Aarbechtsdrock kann 350 kg/cm2 erreechen. Zousätzlech ass et méi kompressibel a méi elastesch wéi reng F-4 a säi Geflochtene.
(2) Gudde Middegkeetsbeständegkeet a Verschleißbeständegkeet.
Seng Middegkeetsbeständegkeet ass vill méi héich wéi déi vun Epoxyharz a méi héich wéi déi vu Metallmaterialien. Graphitfasere si selbstschmierend an hunn e klenge Reibungskoeffizient. De Verschleiss ass 5-10 Mol méi kleng wéi dee vun allgemenge Asbestprodukter oder F-4-Zöpf.
(3) Gudde Wärmeleitfäegkeet a Wärmebeständegkeet.
Kuelefaserverstäerkt Plastik huet eng gutt Wärmeleitfäegkeet, an d'Hëtzt, déi duerch Reibung generéiert gëtt, gëtt liicht ofgeleet. Den Interieur ass net einfach ze iwwerhëtzen an Hëtzt ze späicheren a kann als dynamescht Dichtungsmaterial benotzt ginn. An der Loft kann et stabil am Temperaturberäich vun -120~350°C funktionéieren. Mat der Reduktioun vum Alkalimetalleinhalt an der Kuelefaser kann d'Betribstemperatur weider erhéicht ginn. An engem Inertgas kann seng adaptéierbar Temperatur ongeféier 2000°C erreechen, an et kann schaarfe Verännerunge vu Keelt an Hëtzt standhalen.
(4) Gudde Schwéngungsbeständegkeet.
Et ass net einfach ze resonéieren oder ze flatteren, an et ass och en exzellent Material fir Schwéngungsreduktioun a Geräischerreduktioun.
Virdeeler vu CFRP
1. Liicht Gewiicht
Traditionell glasfaserverstäerkt Plastik benotzt kontinuéierlech Glasfaseren a 70% Glasfaseren (Glasgewiicht/Gesamtgewiicht) an huet typescherweis eng Dicht vun 0,065 Pond pro Kubikzoll. E CFK-Komposit mat dem selwechte Fasergewiicht vun 70% huet typescherweis eng Dicht vun 0,055 Pond pro Kubikzoll.
2. Héich Stäerkt
Obwuel Kuelefaserverstäerkt Polymeren liicht sinn, hunn CFK-Kompositen eng méi héich Festigkeit a méi héich Steifheet pro Gewiichtseenheet wéi Glasfaserkompositen. Am Verglach mat Metallmaterialien ass dëse Virdeel méi offensichtlech.
Nodeeler vu CFRP
1. Héich Käschten
D'Produktiounskäschte vu Kuelefaserverstäerktem Plastik si prohibitiv. D'Präisser vu Kuelefasere kënne jee no den aktuellen Maartbedingungen (Offer an Nofro), der Aart vu Kuelefaser (Loftfaart vs. kommerziell Qualitéit) an der Gréisst vum Faserbündel dramatesch variéieren. Op enger Pond-fir-Pond Basis kënne virgin Kuelefasere 5 bis 25 Mol méi deier si wéi Glasfaser. Dësen Ënnerscheed ass nach méi grouss wann een Stol mat CFK vergläicht.
2. Konduktivitéit
Dëst ass de Vir- an Nodeel vu Kuelefaser-Kompositmaterialien. Et hänkt vun der Uwendung of. Kuelefasere si ganz leetfäeg a Glasfasere si isoléierend. Vill Produkter benotze Glasfaser amplaz vu Kuelefaser oder Metall, well se eng streng Isolatioun erfuerderen. Bei der Produktioun vun Utility-Materialien erfuerderen vill Produkter d'Benotzung vu Glasfaseren.
Uwendungen vu Kuelefaserverstäerkte Plastik
D'Uwendungsméiglechkeete vu Kuelefaserverstäerkte Polymere si breet gefächert, vu mechaneschen Deeler bis zu militäresche Materialien.
(1)als Dichtungsverpackung
Kuelefaserverstäerkt PTFE-Material kann zu korrosiounsbeständegen, verschleißbeständegen an héichtemperaturbeständegen Dichtungsréng oder Dichtungen veraarbecht ginn. Wann et fir statesch Dichtung benotzt gëtt, ass d'Liewensdauer méi laang, méi wéi 10 Mol méi laang wéi déi vun allgemengen an Ueleg agesackten Asbestdichtungen. Et kann d'Dichtungsleistung bei Belaaschtungsännerungen a schneller Ofkillung a schneller Erhëtzung behalen. An well d'Material keng korrosiv Substanzen enthält, trëtt keng Pittingkorrosioun um Metall op.
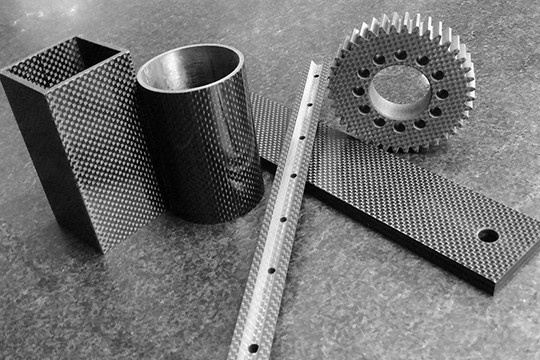
(2)als Schleifdeeler
Duerch seng selbstschmierend Eegeschafte kann et als Lager, Zännrieder a Kolbenréng fir speziell Zwecker benotzt ginn. Zum Beispill uelegfräi geschmiert Lager fir Loftfaartinstrumenter a Bandrecorder, uelegfräi geschmiert Zännrieder fir elektresch Getriebe-Diesellokomotiven (fir Accidenter duerch Uelegleckage ze vermeiden), uelegfräi geschmiert Kolbenréng op Kompressoren, etc. Zousätzlech kann et och als Gleitlager oder Dichtungen an der Liewensmëttel- a Pharmaindustrie benotzt ginn, andeems et seng net-gëfteg Eegeschafte notze kann.
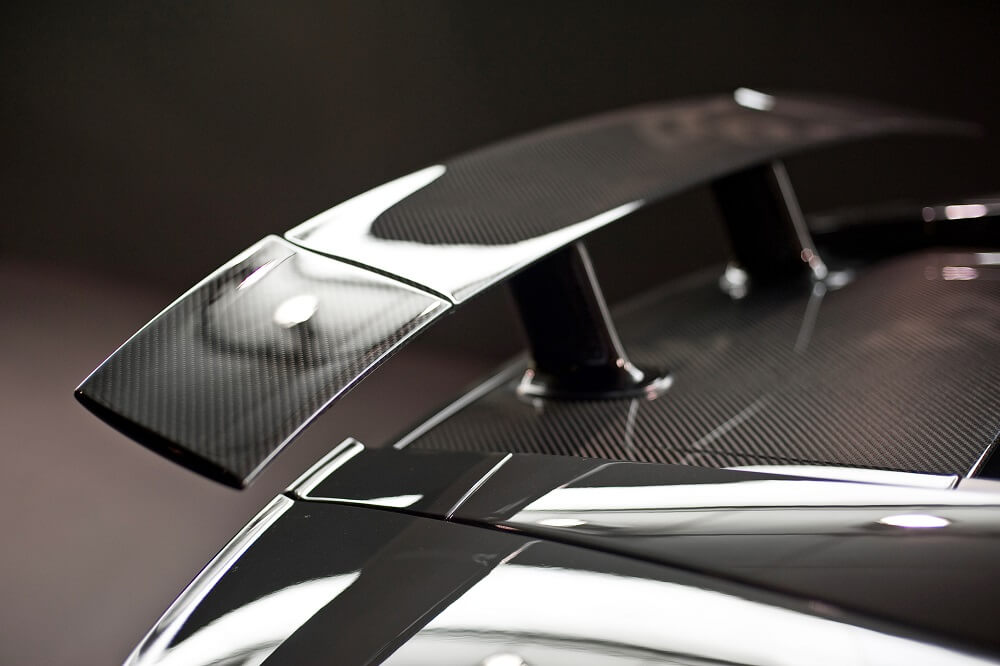
(3) Als Strukturmaterial fir Loft- a Raumfaart, Loftfaart a Rakéiten. Et gouf fir d'éischt an der Fligerfabrikatioun benotzt fir d'Gewiicht vum Fliger ze reduzéieren an d'Fluchleistung ze verbesseren. Et gëtt och an der chemescher, Pëtrols-, Elektrizitéits-, Maschinnen- an aneren Industrien als rotéierend oder hin- an hiergehend dynamesch Dichtung oder verschidde statesch Dichtungsmaterialien benotzt.
Den Zhengxi ass e ProfiFabréck fir hydraulesch Pressen a China, liwwert héichqualitativKomposit hydraulesch Pressfir d'Formatioun vu CFRP-Produkter.
Zäitpunkt vun der Verëffentlechung: 25. Mee 2023




