

A kompozit anyagok folyamatos fejlődésével az üvegszálerősítésű műanyagok mellett megjelentek a szénszálerősítésű műanyagok, a bórszálerősítésű műanyagok stb. A szénszálerősítésű polimer kompozitok (CFRP) könnyű és erős anyagok, amelyeket számos, a mindennapi életünkben használt termék gyártásához használnak. Ez egy olyan kifejezés, amely a szénszálakat fő szerkezeti elemként használó szálerősítésű kompozit anyagok leírására szolgál.
Tartalomjegyzék:
1. Szénszállal erősített polimer szerkezet
2. A szénszálas erősítésű műanyag öntési módszere
3. A szénszállal erősített polimer tulajdonságai
4. A szénszálerősítésű erősítésű műanyag (CFRP) előnyei
5. A szénszálerősítésű műanyag (CFRP) hátrányai
6. Szénszállal erősített műanyag felhasználása
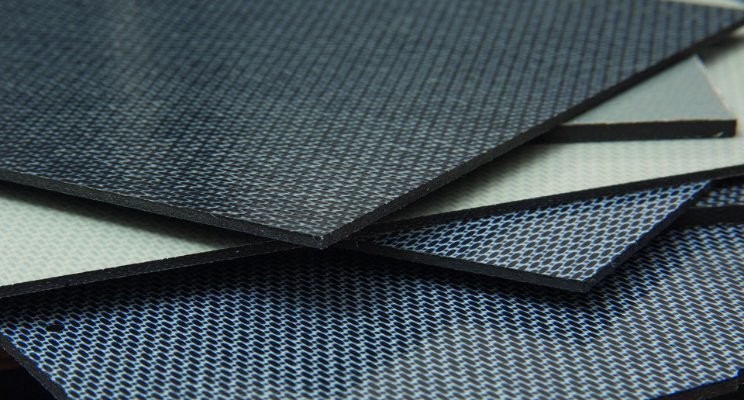
Szénszálas erősítésű polimer szerkezet
A szénszálerősítésű műanyag egy olyan anyag, amelyet szénszálas anyagok egy bizonyos irányban történő elrendezésével és kötött polimer anyagok felhasználásával állítanak elő. A szénszál átmérője rendkívül vékony, körülbelül 7 mikron, de szilárdsága rendkívül nagy.
A szénszállal erősített kompozit anyag legalapvetőbb alkotóeleme a szénszál. A szénszál alapvető nyersanyaga a prepolimer poliakrilnitril (PAN), a műselyem vagy a petróleumszurok. A szénszálakból ezután kémiai és mechanikai módszerekkel szénszálas szövetet készítenek szénszálas alkatrészekhez.
A kötőpolimer általában hőre keményedő gyanta, például epoxigyanta. Néha más hőre keményedő vagy hőre lágyuló polimereket is használnak, például polivinil-acetátot vagy nejlont. A szénszálak mellett a kompozitok tartalmazhatnak aramid Q-t, ultranagy molekulatömegű polietilént, alumíniumot vagy üvegszálakat is. A végső szénszálas termék tulajdonságait a kötőmátrixba juttatott adalékanyagok típusa is befolyásolhatja.

A szénszálas erősítésű műanyag öntési módszere
A szénszálas termékek főként a különböző eljárások miatt különböznek egymástól. Számos módszer létezik a szénszálerősítésű polimer anyagok előállítására.
1. Kézzel történő elhelyezési módszer
Száraz módszerre (előre előkészített műhely) és nedves módszerre (szálas szövet és gyanta összeragasztása a felhasználáshoz) osztják fel. A kézi rétegelést prepregek előkészítésére is használják másodlagos formázási folyamatokhoz, például kompressziós öntéshez. Ez az eljárás az, amikor szénszálas szövet lapjait laminálják egy formára a végtermék létrehozásához. A kapott anyag szilárdsági és merevségi tulajdonságait a szövetszálak elrendezésének és szövésének megválasztásával optimalizálják. A formát ezután epoxi gyantával töltik meg, és hővel vagy levegővel kikeményítik. Ezt a gyártási módszert gyakran használják feszültségmentes alkatrészekhez, például motorburkolatokhoz.
2. Vákuumformázási módszer
A laminált prepreg esetében egy bizonyos folyamaton keresztül nyomást kell alkalmazni, hogy közel kerüljön a formához, majd bizonyos hőmérsékleten és nyomáson kikeményedjen és formálódjon. A vákuumzsákos módszer vákuumszivattyút használ a formázózsák belsejének kiürítésére, így a zsák és a forma közötti negatív nyomás nyomást képez, így a kompozit anyag közel kerül a formához.
A vákuumzacskós módszer alapján később fejlesztették ki a vákuumzacskós-autoklávos formázási módszert. Az autoklávok nagyobb nyomást biztosítanak és hővel kikeményítik az alkatrészt (a természetes kikeményedés helyett), mint a csak vákuumzacskós módszerek. Az ilyen alkatrész kompaktabb szerkezettel, jobb felületi minőséggel rendelkezik, hatékonyan kiküszöböli a légbuborékokat (a buborékok nagyban befolyásolják az alkatrész szilárdságát), és az összminőség is magasabb. Valójában a vákuumzacskózás folyamata hasonló a mobiltelefonok fóliájának ragasztásához. A légbuborékok eltávolítása fontos feladat.
3. Kompressziós öntési módszer
Kompressziós öntésegy olyan öntési módszer, amely elősegíti a tömeggyártást és a tömeggyártást. A formák általában felső és alsó részből készülnek, amelyeket hím és női formának nevezünk. A öntési folyamat során a prepregekből készült paplant a fém ellenformába helyezik, és bizonyos hőmérséklet és nyomás hatására a paplant a formaüregben felmelegítik és lágyítják, nyomás alatt folyik, és kitölti a formaüreget, majd öntik és kikeményítik, hogy termékeket kapjanak. Ennek a módszernek azonban magasabb a kezdeti költsége, mint az előzőeknek, mivel a forma nagyon nagy pontosságú CNC megmunkálást igényel.
4. Tekercselő formázás
Komplex alakú vagy forgástest alakú alkatrészek esetén egy száltekercselő használható az alkatrész elkészítéséhez úgy, hogy a szálat egy tüskére vagy magra tekerjük. A tekercselés teljes megkötése után a tüskét el kell távolítani. Például a felfüggesztő rendszerekben használt cső alakú csuklókarok ezzel a módszerrel készíthetők.
5. Gyanta transzfer öntés
A gyanta transzfer öntés (RTM) egy viszonylag népszerű öntési módszer. Alapvető lépései a következők:
1. Helyezze az előkészített rossz szénszálas anyagot a formába, és zárja le a formát.
2. Fecskendezzen bele folyékony hőre keményedő gyantát, impregnálja az erősítőanyagot, és hagyja kikeményedni.
Szénszálas erősítésű polimer tulajdonságai
(1) Nagy szilárdságú és jó rugalmasságú.
A szénszál fajlagos szilárdsága (azaz a szakítószilárdság és a sűrűség aránya) hatszorosa az acélénak és tizenhétszerese az alumíniuménak. A fajlagos modulus (azaz a Young-modulus és a sűrűség aránya, ami egy tárgy rugalmasságát jelzi) több mint háromszorosa az acélénak vagy az alumíniuménak.
Nagy fajlagos szilárdságának köszönhetően nagy terhelést bír el. Maximális üzemi nyomása elérheti a 350 kg/cm2-t. Ezenkívül jobban összenyomható és rugalmas, mint a tiszta F-4 és annak fonata.
(2) Jó fáradásállóság és kopásállóság.
Fáradási ellenállása sokkal nagyobb, mint az epoxigyantáé és a fém anyagoké. A grafitszálak önkenőek és kis súrlódási együtthatóval rendelkeznek. A kopás mértéke 5-10-szer kisebb, mint az általános azbeszttermékeké vagy az F-4 fonaté.
(3) Jó hővezető képesség és hőállóság.
A szénszállal erősített műanyagok jó hővezető képességgel rendelkeznek, és a súrlódás során keletkező hő könnyen eloszlik. A belső tér nem melegszik túl könnyen, és nem tárolja a hőt, így dinamikus tömítőanyagként használható. Levegőn stabilan működik -120~350°C hőmérsékleti tartományban. A szénszál alkálifém-tartalmának csökkentésével az üzemi hőmérséklet tovább növelhető. Inert gázban az alkalmazkodóképessége elérheti a 2000°C-ot, és ellenáll a hideg és a meleg hirtelen változásainak.
(4) Jó rezgésállóság.
Nem könnyen rezonál vagy rezeg, ráadásul kiváló anyag a rezgések és a zajok csökkentésére is.
A szénszálerősítésű erősítésű műanyag (CFRP) előnyei
1. Könnyű súly
A hagyományos üvegszállal erősített műanyagok folytonos üvegszálakat és 70% üvegszálat használnak (üvegtömeg/teljes tömeg), és jellemzően 0,065 font/köbhüvelyk sűrűségűek. Egy ugyanilyen 70%-os száltömegű CFRP kompozit sűrűsége jellemzően 0,055 font/köbhüvelyk.
2. Nagy szilárdságú
Bár a szénszállal erősített polimerek könnyűek, a CFRP kompozitok nagyobb szilárdsággal és nagyobb merevséggel rendelkeznek egységnyi tömegre vetítve, mint az üvegszálas kompozitok. Ez az előny a fémes anyagokhoz képest még nyilvánvalóbb.
A szénszálerősítésű erősített műanyag (CFRP) hátrányai
1. Magas költségek
A szénszállal erősített műanyag előállítási költsége megfizethetetlen. A szénszálak ára drámaian változhat az aktuális piaci körülményektől (kínálat és kereslet), a szénszál típusától (repülőgépipari vs. kereskedelmi minőségű) és a szálköteg méretétől függően. Font-fontra vetítve a szűz szénszál 5-25-ször drágább lehet, mint az üvegszál. Ez a különbség még nagyobb, ha az acélt a szénszálerősítésű műanyaghoz (CFRP) hasonlítjuk össze.
2. Vezetőképesség
Ez a szénszálas kompozit anyagok előnye és hátránya. Ez az alkalmazástól függ. A szénszálak rendkívül vezetőképesek, az üvegszálak pedig szigetelők. Sok termék üvegszálat használ szénszál vagy fém helyett, mivel szigorú szigetelést igényelnek. A közművek gyártása során számos termékhez üvegszálak használata szükséges.
Szénszállal erősített műanyag felhasználása
A szénszállal erősített polimer alkalmazási területei széleskörűek, a mechanikus alkatrészektől a katonai anyagokig.
(1)tömítő csomagolásként
A szénszállal erősített PTFE anyagból korrózióálló, kopásálló és magas hőmérsékletnek ellenálló tömítőgyűrűk vagy tömítések készíthetők. Statikus tömítésként használva az élettartama hosszabb, több mint tízszerese az általános olajba mártott azbeszt tömítéseknek. Terhelésváltozások, gyors hűtés és gyors felmelegedés esetén is megőrzi tömítőteljesítményét. Mivel az anyag nem tartalmaz korrozív anyagokat, a fémen nem alakul ki lyukkorrózió.
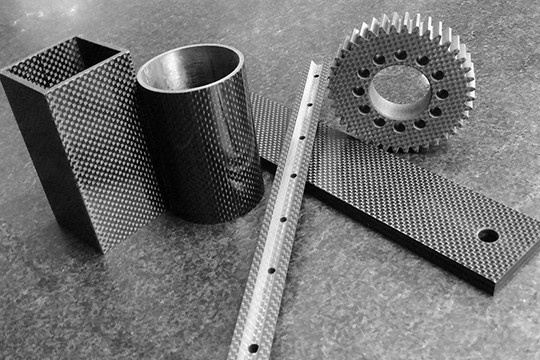
(2)csiszoló alkatrészekként
Önkenő tulajdonságainak köszönhetően csapágyakként, fogaskerekekként és dugattyúgyűrűkként is használható speciális célokra. Ilyenek például az olajmentes kenésű csapágyak repülőgépipari műszerekhez és magnókhoz, olajmentes kenésű fogaskerekek elektromos erőátviteli dízelmozdonyokhoz (az olajszivárgás okozta balesetek elkerülése érdekében), olajmentes kenésű dugattyúgyűrűk kompresszorokon stb. Ezenkívül siklócsapágyként vagy tömítésként is használható az élelmiszer- és gyógyszeriparban, kihasználva nem mérgező tulajdonságait.
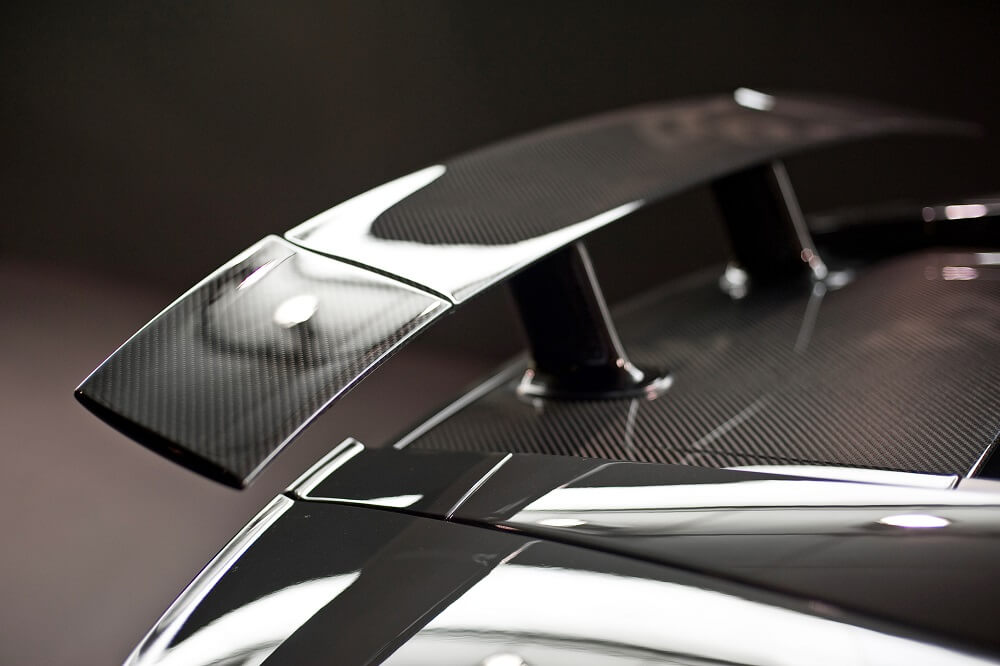
(3) Szerkezeti anyagként repülőgépiparban, repülésben és rakétákban. Először repülőgépgyártásban használták a repülőgép súlyának csökkentésére és a repülési hatékonyság javítására. Vegyiparban, kőolajiparban, villamosenergia-iparban, gépiparban és más iparágakban is használják forgó vagy dugattyús dinamikus tömítésként vagy különféle statikus tömítőanyagként.
Zhengxi egy profihidraulikus présgyár Kínában, kiváló minőséget biztosítvakompozit hidraulikus présCFRP termékek előállításához.
Közzététel ideje: 2023. május 25.




