

Med den kontinuerliga utvecklingen av kompositmaterial har, förutom glasfiberförstärkta plaster, även kolfiberförstärkta plaster, borfiberförstärkta plaster etc. dykt upp. Kolfiberförstärkta polymerkompositer (CFRP) är lätta och starka material som används för att tillverka många produkter som vi använder i våra dagliga liv. Det är en term som används för att beskriva fiberförstärkta kompositmaterial som använder kolfibrer som huvudsaklig strukturell komponent.
Innehållsförteckning:
1. Kolfiberförstärkt polymerstruktur
2. Gjutningsmetoden för kolfiberförstärkt plast
3. Egenskaper hos kolfiberförstärkt polymer
4. Fördelar med CFRP
5. Nackdelar med CFRP
6. Användningsområden för kolfiberförstärkt plast
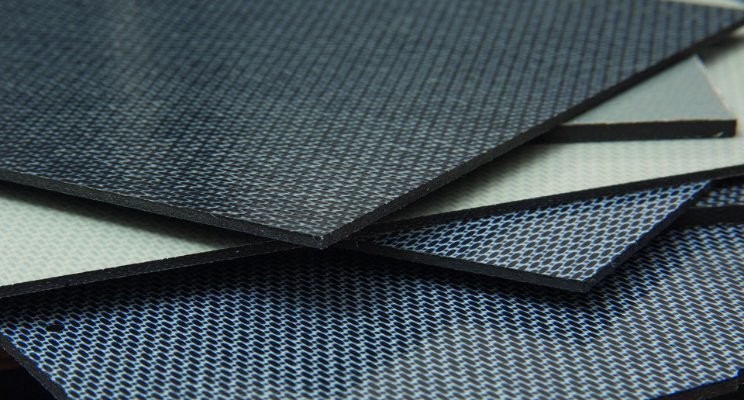
Kolfiberförstärkt polymerstruktur
Kolfiberförstärkt plast är ett material som bildas genom att kolfibermaterial arrangeras i en viss riktning och använder bundna polymermaterial. Kolfiberns diameter är extremt tunn, cirka 7 mikron, men dess hållfasthet är extremt hög.
Den mest grundläggande beståndsdelen i kolfiberförstärkt kompositmaterial är kolfiberfilament. Det grundläggande råmaterialet för kolfilament är prepolymer polyakrylnitril (PAN), rayon eller petroleumbeck. Kolfilamenten tillverkas sedan till kolfibervävar med kemiska och mekaniska metoder för kolfiberdelar.
Bindningspolymeren är vanligtvis ett värmehärdande harts såsom epoxi. Andra härdplaster eller termoplastiska polymerer används ibland, såsom polyvinylacetat eller nylon. Förutom kolfibrer kan kompositer även innehålla aramid Q, polyeten med ultrahög molekylvikt, aluminium eller glasfibrer. Egenskaperna hos den slutliga kolfiberprodukten kan också påverkas av vilken typ av tillsatser som införs i bindningsmatrisen.

Gjutningsmetoden för kolfiberförstärkt plast
Kolfiberprodukter skiljer sig huvudsakligen åt på grund av olika processer. Det finns många metoder för att forma kolfiberförstärkta polymermaterial.
1. Handuppläggningsmetod
Uppdelad i torrmetod (förberedd verkstad) och våtmetod (fiberväv och harts limmas för användning). Manuell uppläggning används också för att förbereda prepregs för användning i sekundära gjutprocesser som kompressionsgjutning. Denna metod innebär att ark av kolfiberväv lamineras på en form för att bilda slutprodukten. Styrkan och styvhetsegenskaperna hos det resulterande materialet optimeras genom att välja tygfibrernas riktning och väv. Formen fylls sedan med epoxi och härdas med värme eller luft. Denna tillverkningsmetod används ofta för icke-belastade delar, såsom motorkåpor.
2. Vakuumformningsmetod
För den laminerade prepreg-plasten är det nödvändigt att applicera tryck genom en viss process för att den ska ligga nära formen och för att härda och forma den under en viss temperatur och tryck. Vakuumpåsemetoden använder en vakuumpump för att evakuera insidan av formningspåsen så att det negativa trycket mellan påsen och formen bildar ett tryck så att kompositmaterialet är nära formen.
Baserat på vakuumpåsemetoden härleddes senare metoden med vakuumpåse-autoklavformning. Autoklaver ger högre tryck och värmehärdar delen (istället för naturlig härdning) än metoder med enbart vakuumpåse. En sådan del har en mer kompakt struktur, bättre ytkvalitet, kan effektivt eliminera luftbubblor (bubblor påverkar delens hållfasthet avsevärt) och den övergripande kvaliteten är högre. Faktum är att processen för vakuumpåsning liknar den för mobiltelefonfilm som fastnar. Att eliminera luftbubblor är en viktig uppgift.
3. Kompressionsgjutningsmetod
Kompressionsgjutningär en gjutningsmetod som bidrar till massproduktion och massproduktion. Formar tillverkas vanligtvis av övre och nedre delar, som vi kallar hanform och honform. Gjutningsprocessen går ut på att placera en matta gjord av prepregs i en metallmotform, och under inverkan av en viss temperatur och tryck värms mattan upp och mjukgörs i formhålan, flyter under tryck och fyller formhålan, och sedan formas och härdas för att erhålla produkter. Denna metod har dock en högre initialkostnad än de tidigare, eftersom formen kräver mycket högprecisions-CNC-bearbetning.
4. Lindningsgjutning
För delar med komplexa former eller i form av en rotationskropp kan en filamentlindare användas för att tillverka delen genom att linda filamentet på en dorn eller kärna. Efter att lindningen är helt härdad, ta bort dornen. Till exempel kan rörformiga ledarmar som används i upphängningssystem tillverkas med denna metod.
5. Resinöverföringsgjutning
Resin transfer moulding (RTM) är en relativt populär gjutningsmetod. Dess grundläggande steg är:
1. Placera det förberedda dåliga kolfibertyget i formen och stäng formen.
2. Injicera flytande härdplast i den, impregnera armeringsmaterialet och härda.
Egenskaper hos kolfiberförstärkt polymer
(1) Hög hållfasthet och god elasticitet.
Den specifika hållfastheten (det vill säga förhållandet mellan draghållfasthet och densitet) för kolfiber är 6 gånger högre än för stål och 17 gånger högre än för aluminium. Den specifika modulen (det vill säga förhållandet mellan Youngs modul och densitet, vilket är ett tecken på ett föremåls elasticitet) är mer än 3 gånger högre än för stål eller aluminium.
Med hög specifik hållfasthet kan den bära en stor arbetsbelastning. Dess maximala arbetstryck kan nå 350 kg/cm2. Dessutom är den mer kompressibel och elastisk än ren F-4 och dess fläta.
(2) Bra utmattningsbeständighet och slitstyrka.
Dess utmattningsbeständighet är mycket högre än epoxiharts och högre än metallmaterials. Grafitfibrer är självsmörjande och har en låg friktionskoefficient. Slitaget är 5–10 gånger mindre än hos vanliga asbestprodukter eller F-4-flätor.
(3) God värmeledningsförmåga och värmebeständighet.
Kolfiberförstärkta plaster har god värmeledningsförmåga och värmen som genereras av friktion avleds lätt. Interiören överhettas inte lätt och lagrar inte värme, vilket gör den användbar som ett dynamiskt tätningsmaterial. I luften kan den fungera stabilt i temperaturområdet -120~350°C. Med minskad alkalimetallhalt i kolfibern kan driftstemperaturen ökas ytterligare. I en inert gas kan dess anpassningsbara temperatur nå cirka 2000°C och den kan motstå kraftiga förändringar i kyla och värme.
(4) Bra vibrationstålighet.
Det är inte lätt att få resonans eller fladdra, och det är också ett utmärkt material för vibrationsreducering och brusreducering.
Fördelar med CFRP
1. Lätt vikt
Traditionella glasfiberförstärkta plaster använder kontinuerliga glasfibrer och 70 % glasfibrer (glasvikt/totalvikt) och har vanligtvis en densitet på 0,065 pund per kubiktum. En CFRP-komposit med samma 70 % fibervikt har vanligtvis en densitet på 0,055 pund per kubiktum.
2. Hög styrka
Även om kolfiberförstärkta polymerer är lätta, har CFRP-kompositer högre hållfasthet och högre styvhet per viktenhet än glasfiberkompositer. Jämfört med metallmaterial är denna fördel mer uppenbar.
Nackdelar med CFRP
1. Hög kostnad
Produktionskostnaden för kolfiberförstärkt plast är oöverkomlig. Priserna på kolfiber kan variera dramatiskt beroende på rådande marknadsförhållanden (utbud och efterfrågan), typen av kolfiber (flyg- kontra kommersiell kvalitet) och storleken på fiberknippet. Pund för pund kan ny kolfiber vara 5 till 25 gånger dyrare än glasfiber. Denna skillnad är ännu större när man jämför stål med CFRP.
2. Konduktivitet
Detta är fördelarna och nackdelarna med kolfiberkompositmaterial. Det beror på tillämpningen. Kolfibrer är extremt ledande och glasfibrer är isolerande. Många produkter använder glasfiber istället för kolfiber eller metall eftersom de kräver strikt isolering. Vid tillverkning av verktyg kräver många produkter användning av glasfibrer.
Användningsområden för kolfiberförstärkt plast
Användningsområdena för kolfiberförstärkt polymer är många, från mekaniska delar till militära material.
(1)som tätningsförpackning
Kolfiberförstärkt PTFE-material kan tillverkas till korrosionsbeständiga, slitstarka och högtemperaturbeständiga tätningsringar eller packningar. Vid statisk tätning är livslängden längre, mer än 10 gånger längre än för vanliga oljeimpregnerade asbestpackningar. Det kan bibehålla tätningsprestanda under belastningsförändringar och snabb kylning och snabb uppvärmning. Och eftersom materialet inte innehåller frätande ämnen kommer ingen punktkorrosion att uppstå på metallen.
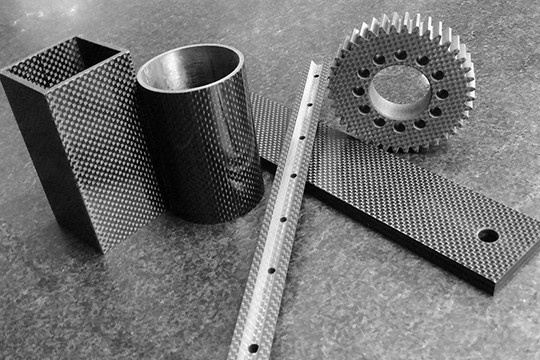
(2)som slipdelar
Genom att utnyttja sina självsmörjande egenskaper kan den användas som lager, kugghjul och kolvringar för speciella ändamål. Såsom oljefria smorda lager för flyginstrument och bandspelare, oljefria smorda kugghjul för elektriska diesellok (för att undvika olyckor orsakade av oljeläckage), oljefria smorda kolvringar på kompressorer etc. Dessutom kan den även användas som glidlager eller tätningar inom livsmedels- och läkemedelsindustrin genom att dra nytta av sina giftfria egenskaper.
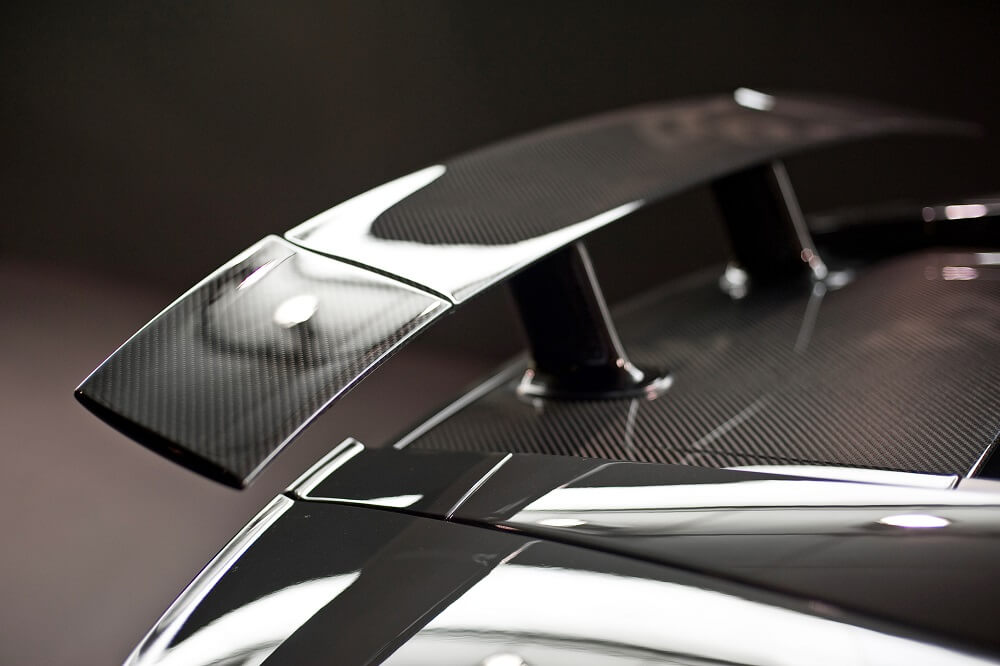
(3) Som strukturmaterial för flyg- och rymdfart, flyg och missiler. Det användes först inom flygplanstillverkning för att minska flygplanets vikt och förbättra flygeffektiviteten. Det används också inom kemi, petroleum, elkraft, maskiner och andra industrier som roterande eller fram- och återgående dynamiska tätningar eller olika statiska tätningsmaterial.
Zhengxi är en professionellhydraulisk pressfabrik i Kina, vilket ger högkvalitativakomposit hydraulisk pressför att bilda CFRP-produkter.
Publiceringstid: 25 maj 2023




