

Met de voortdurende ontwikkeling van composietmaterialen zijn, naast glasvezelversterkte kunststoffen, ook koolstofvezelversterkte kunststoffen en boorvezelversterkte kunststoffen op de markt gekomen. Koolstofvezelversterkte polymeercomposieten (CFRP) zijn lichtgewicht en sterke materialen die worden gebruikt bij de productie van veel producten die we dagelijks gebruiken. Het is een term die wordt gebruikt om vezelversterkte composietmaterialen te beschrijven waarbij koolstofvezels het belangrijkste structurele bestanddeel vormen.
Inhoudsopgave:
1. Structuur van koolstofvezelversterkt polymeer
2. De vormmethode van koolstofvezelversterkte kunststof
3. Eigenschappen van koolstofvezelversterkte polymeren
4. Voordelen van CFRP
5. Nadelen van CFRP
6. Toepassingen van koolstofvezelversterkte kunststoffen
Koolstofvezelversterkte polymeerstructuur
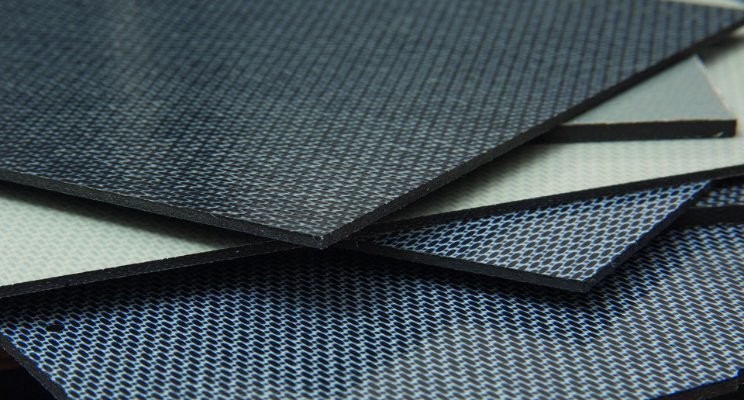
Koolstofvezelversterkte kunststof is een materiaal dat wordt gevormd door koolstofvezels in een bepaalde richting te rangschikken en te verbinden met polymere materialen. De diameter van de koolstofvezels is extreem dun, ongeveer 7 micron, maar de sterkte ervan is extreem hoog.
De meest fundamentele bouwsteen van koolstofvezelversterkt composietmateriaal is koolstofvezelfilament. De basisgrondstof voor koolstoffilament is het prepolymeer polyacrylonitril (PAN), rayon of petroleumpek. De koolstoffilamenten worden vervolgens door middel van chemische en mechanische processen verwerkt tot koolstofvezelweefsels voor koolstofvezelonderdelen.
Het bindmiddel is meestal een thermohardende hars zoals epoxy. Soms worden ook andere thermohardende of thermoplastische polymeren gebruikt, zoals polyvinylacetaat of nylon. Naast koolstofvezels kunnen composieten ook aramide Q, polyethyleen met een ultrahoge moleculaire massa, aluminium of glasvezels bevatten. De eigenschappen van het uiteindelijke koolstofvezelproduct kunnen ook worden beïnvloed door het type additieven dat aan de bindmatrix wordt toegevoegd.

De vormmethode van koolstofvezelversterkt plastic
Koolstofvezelproducten verschillen voornamelijk door de verschillende productieprocessen. Er bestaan veel methoden voor het vervaardigen van met koolstofvezels versterkte polymeermaterialen.
1. Handmatige opbouwmethode
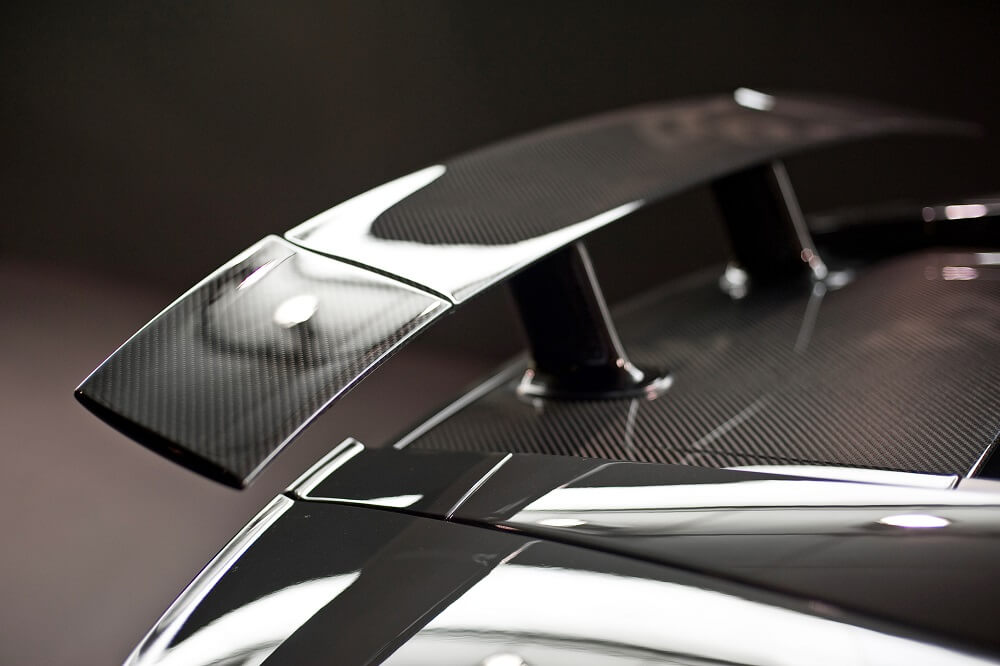
Er wordt onderscheid gemaakt tussen de droge methode (voorbereide werkplaats) en de natte methode (vezelweefsel en hars verlijmd voor gebruik). Handlamineren wordt ook gebruikt om prepregs voor te bereiden voor gebruik in secundaire vormprocessen zoals compressievormen. Bij deze methode worden vellen koolstofvezeldoek op een mal gelamineerd om het eindproduct te vormen. De sterkte- en stijfheidseigenschappen van het resulterende materiaal worden geoptimaliseerd door de uitlijning en weefstructuur van de vezels te selecteren. De mal wordt vervolgens gevuld met epoxy en uitgehard met warmte of lucht. Deze productiemethode wordt vaak gebruikt voor niet-belaste onderdelen, zoals motorkappen.
2. Vacuümvormmethode
Voor het lamineren van prepreg is het nodig om via een bepaald proces druk uit te oefenen om het materiaal tegen de mal te drukken en het vervolgens onder een bepaalde temperatuur en druk te laten uitharden en vormen. Bij de vacuümzakmethode wordt een vacuümpomp gebruikt om de binnenkant van de vormzak te evacueren, waardoor er een onderdruk ontstaat tussen de zak en de mal. Hierdoor wordt het composietmateriaal tegen de mal gedrukt.
Op basis van de vacuümzakmethode werd later de vacuümzak-autoclaafvormmethode ontwikkeld. Autoclaven bieden hogere drukken en harden het onderdeel door middel van warmte (in plaats van natuurlijke uitharding) dan methoden die alleen met een vacuümzak worden uitgevoerd. Een dergelijk onderdeel heeft een compactere structuur, een betere oppervlaktekwaliteit, kan luchtbellen effectief verwijderen (luchtbellen hebben een grote invloed op de sterkte van het onderdeel) en de algehele kwaliteit is hoger. In feite is het vacuümzakproces vergelijkbaar met het aanbrengen van een screenprotector op een mobiele telefoon. Het verwijderen van luchtbellen is een belangrijke taak.
3. Compressievormmethode
PersvormenHet spuitgieten is een vormmethode die geschikt is voor massaproductie. Matrijzen bestaan meestal uit een boven- en een onderdeel, die we een mannelijke en een vrouwelijke matrijs noemen. Het vormproces houdt in dat een mat van prepregs in een metalen tegenmatrijs wordt geplaatst. Onder invloed van een bepaalde temperatuur en druk wordt de mat in de matrijsholte verwarmd en geplastificeerd, waarna deze onder druk vloeit en de matrijsholte vult. Vervolgens vindt het vormen en uitharden plaats om de producten te verkrijgen. Deze methode heeft echter hogere opstartkosten dan de voorgaande methoden, omdat de matrijs zeer nauwkeurige CNC-bewerking vereist.
4. Wikkelvormen
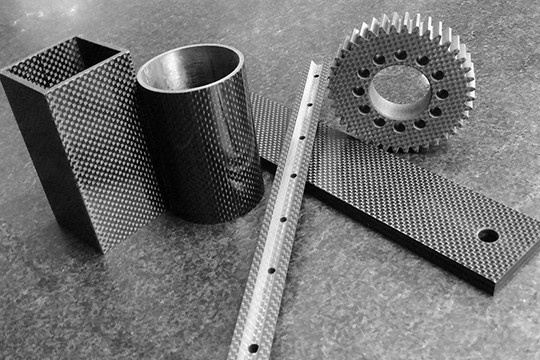
Voor onderdelen met complexe vormen of in de vorm van een rotatielichaam kan een filamentwikkelmachine worden gebruikt om het onderdeel te vervaardigen door het filament om een doorn of kern te wikkelen. Na het wikkelen wordt het filament uitgehard en de doorn verwijderd. Zo kunnen bijvoorbeeld buisvormige verbindingsarmen die in veersystemen worden gebruikt, met deze methode worden gemaakt.
5. Harsinjectievormen
Harsinjectievormen (RTM) is een relatief populaire vormmethode. De basisstappen zijn:
1. Plaats het voorbereide, slechte koolstofvezelweefsel in de mal en sluit de mal.
2. Injecteer er vloeibare thermohardende hars in, impregneer het versterkingsmateriaal en laat het uitharden.
Eigenschappen van koolstofvezelversterkt polymeer
(1) Hoge sterkte en goede elasticiteit.
De soortelijke sterkte (dat wil zeggen, de verhouding tussen treksterkte en dichtheid) van koolstofvezel is 6 keer zo groot als die van staal en 17 keer zo groot als die van aluminium. De soortelijke elasticiteitsmodulus (dat wil zeggen, de verhouding tussen de elasticiteitsmodulus en de dichtheid, een maat voor de elasticiteit van een materiaal) is meer dan 3 keer zo groot als die van staal of aluminium.
Dankzij de hoge specifieke sterkte kan het een grote werkbelasting aan. De maximale werkdruk kan oplopen tot 350 kg/cm². Bovendien is het samendrukbaarder en veerkrachtiger dan puur F-4 en de bijbehorende vlecht.
(2) Goede vermoeiingsweerstand en slijtvastheid.
De vermoeiingsweerstand is veel hoger dan die van epoxyhars en hoger dan die van metalen materialen. Grafietvezels zijn zelfsmorend en hebben een lage wrijvingscoëfficiënt. De slijtage is 5-10 keer kleiner dan bij gangbare asbestproducten of F-4-vlechtwerk.
(3) Goede warmtegeleiding en hittebestendigheid.
Koolstofvezelversterkte kunststoffen hebben een goede warmtegeleiding, waardoor de door wrijving gegenereerde warmte gemakkelijk wordt afgevoerd. De binnenkant raakt niet snel oververhit en slaat geen warmte op, waardoor ze geschikt zijn als dynamisch afdichtingsmateriaal. In de lucht functioneren ze stabiel bij temperaturen tussen -120 en 350 °C. Door het gehalte aan alkalimetalen in de koolstofvezels te verlagen, kan de bedrijfstemperatuur verder worden verhoogd. In een inert gas kan de temperatuur ongeveer 2000 °C bereiken, waardoor ze bestand zijn tegen abrupte temperatuurschommelingen.
(4) Goede trillingsbestendigheid.
Het materiaal resoneert of trilt niet gemakkelijk en is bovendien uitstekend geschikt voor het verminderen van trillingen en geluidsoverlast.
Voordelen van CFRP
1. Lichtgewicht
Traditionele glasvezelversterkte kunststoffen gebruiken doorlopende glasvezels en 70% glasvezels (glasgewicht/totaalgewicht) en hebben doorgaans een dichtheid van 0,065 pond per kubieke inch. Een CFRP-composiet met hetzelfde vezelgehalte van 70% heeft doorgaans een dichtheid van 0,055 pond per kubieke inch.
2. Hoge sterkte
Hoewel koolstofvezelversterkte polymeren licht van gewicht zijn, hebben CFRP-composieten een hogere sterkte en stijfheid per gewichtseenheid dan glasvezelcomposieten. In vergelijking met metalen materialen is dit voordeel nog duidelijker.
Nadelen van CFRP
1. Hoge kosten
De productiekosten van koolstofvezelversterkte kunststof zijn exorbitant hoog. De prijzen van koolstofvezels kunnen sterk variëren, afhankelijk van de actuele marktomstandigheden (vraag en aanbod), het type koolstofvezel (luchtvaartkwaliteit versus commerciële kwaliteit) en de grootte van de vezelbundel. Per gewichtseenheid kan nieuwe koolstofvezel 5 tot 25 keer duurder zijn dan glasvezel. Dit verschil is nog groter bij een vergelijking tussen staal en CFRP.
2. Geleidbaarheid
Dit zijn de voor- en nadelen van koolstofvezelcomposietmaterialen. Het hangt af van de toepassing. Koolstofvezels zijn extreem geleidend en glasvezels zijn isolerend. Veel producten gebruiken glasvezel in plaats van koolstofvezel of metaal omdat ze strenge isolatie-eisen stellen. Bij de productie van nutsvoorzieningen is het gebruik van glasvezels in veel producten noodzakelijk.
Toepassingen van koolstofvezelversterkt plastic
De toepassingen van koolstofvezelversterkte polymeren zijn zeer divers, van mechanische onderdelen tot militaire materialen.
(1)als afdichtingsverpakking
Met koolstofvezel versterkt PTFE-materiaal kunnen corrosiebestendige, slijtvaste en hittebestendige afdichtingsringen of pakkingen worden vervaardigd. Bij statische afdichting is de levensduur meer dan tien keer langer dan die van gangbare asbestpakkingen die in olie worden ondergedompeld. Het materiaal behoudt zijn afdichtingsprestaties bij wisselende belasting en snelle afkoeling en opwarming. En omdat het materiaal geen corrosieve stoffen bevat, treedt er geen putcorrosie op in het metaal.
(2)als slijpdelen
Door de zelfsmurende eigenschappen kan het materiaal worden gebruikt als lagers, tandwielen en zuigerveren voor speciale toepassingen. Denk bijvoorbeeld aan olievrij gesmeerde lagers voor luchtvaartinstrumenten en bandrecorders, olievrij gesmeerde tandwielen voor elektrische transmissies van diesellocomotieven (om ongelukken door olielekkage te voorkomen), olievrij gesmeerde zuigerveren voor compressoren, enzovoort. Daarnaast kan het, dankzij de niet-giftige eigenschappen, ook worden gebruikt als glijlagers of afdichtingen in de voedingsmiddelen- en farmaceutische industrie.
(3) Als constructiemateriaal voor de lucht- en ruimtevaart, de luchtvaart en raketten. Het werd voor het eerst gebruikt bij de vliegtuigbouw om het gewicht van het vliegtuig te verminderen en de vliegefficiëntie te verbeteren. Het wordt ook gebruikt in de chemische, aardolie-, elektriciteits-, machinebouw- en andere industrieën als roterende of heen-en-weer bewegende dynamische afdichting of als diverse statische afdichtingsmaterialen.
Zhengxi is een professionalFabriek voor hydraulische persen in China, het leveren van hoogwaardigecomposiet hydraulische persvoor het vormen van CFRP-producten.
Geplaatst op: 25 mei 2023




